
7-3 后处理导致的缺陷示例

1. 1. 研磨引起的抛光裂纹示例
很多工具如模具往往在调质后进行磨削或抛光,加工过程中产生的热量可能会导致问题。一般而言,磨削加工本身造成直接破坏的情况很少,但一般用于冷成型模具的skd11,可能会因磨削加工而导致表面产生裂纹。这种现象称为抛光裂纹,其原因是磨削时表面受热,使用磨损的砂轮,过度加工。换言之,重要的是进行磨削以尽可能不产生加工热,并且不仅选择磨石而且在适当的加工条件下加工也很重要。
例如,图 1 显示了带有抛光裂纹的 SKD11 压模的表面外观和横截面结构。从该图中可以看出,抛光裂纹的特点是裂纹与磨削方向成直角,当裂纹扩展时,可能会观察到六边形图案。尤其是当存在大量残余奥氏体 (γR) 时必须小心。

γR因磨削时产生的热量而发生马氏体相变,因此磨削面积局部扩大。仅该膨胀不会引起开裂,但由于随后的加热而变成回火马氏体而收缩,并且由于此时产生拉伸残余应力而发生开裂。从图1的剖面结构可以看出,产生研磨裂纹的磨削面附近被深蚀刻,在高温回火状态下呈现金属组织。 .
2. 2. 与电火花加工相关的层变层引起的问题案例
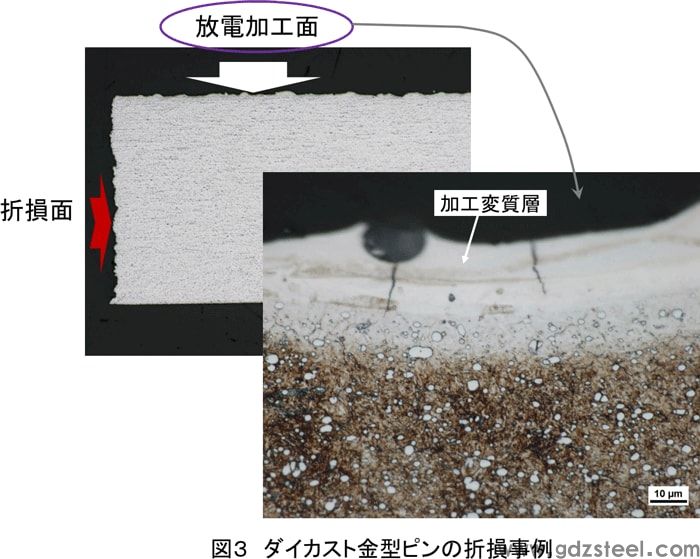
淬火回火后,有线切割、模具雕刻等放电加工的例子,但加工后的部分可能会产生裂纹或在使用过程中产生裂纹。这些原因是由于加工表面熔化形成加工变质层,该层由硬化马氏体+残余奥氏体(γR)组成。即,如图2所示,由于该部件处于高温淬火状态,所以会产生放电加工时的初期损伤即裂纹产生、使用时产生裂纹等问题。类似地,图3显示了断裂压铸模销的横截面结构,很明显,由于放电加工而产生的变质层的存在是裂纹形成的原因。作为对策,将加工条件设定为使加工变质层变小,并在放电加工后通过研磨和再回火进一步去除加工变质层是有效的。但是,根据产品的使用条件,应该充分考虑到这个问题,因为凹陷的部分很可能有未抛光的残留物。

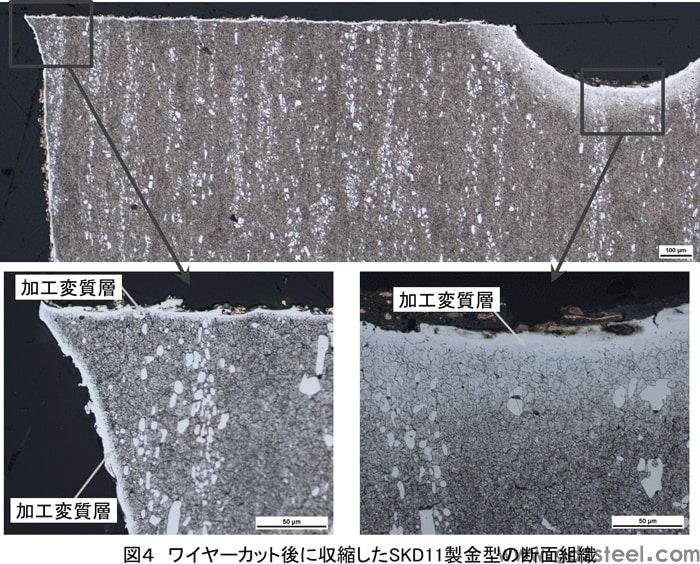
调质后用线切割制作模具时,要注意加工引起的尺寸变化。同样在这种情况下,根据加工条件,会形成较厚的加工变质层,并且由于变质层中也存在大量的γR,因此其收缩得比预期的要大。例如,如图 4 所示,当通过线切割制造时,根据加工表面观察到较厚的变质层,如 SKD11 模具的横截面结构所示,意外收缩,因此其原因收缩是由于 γR 造成的。似乎是这样。在这种情况下,似乎可以通过进行亚零处理和再次回火来解决收缩问题。
原文链接:优钢网 » 7-3 后处理导致的缺陷示例





发表评论