
哈氏合金C276镍基耐蚀合金无缝管的组织与性能

引言:选用冷挤压加工工艺压挤出了C一276镍基耐腐蚀合金荒管。根据多道次热轧形变研发出西25 minx2.5 m.rtl的无缝拼接 管。结果显示:C一276合金管件均值晶粒大小7级上下,具备不错的结构力学和抗应力腐蚀性能。400~700℃高溫拉申试验的 抗拉强度是300 MPa以上。开发设计的C.276无缝钢管的成分、组织及性能符合要求。
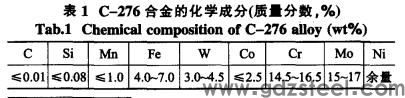
C.276合金是一种Ni.Cr.Mo系镍基耐腐蚀合金, 其成分如表1所显示。C.276合金以Ni为基材, 与此同时带有很多Cr、Mo等原素,非常低的C、Si成分,因 此表明出良好的耐腐蚀性能。它不仅仅在还原性物质。
并且在氧化性物质中都具备非常好的耐腐蚀工作能力.特 别是在含氟离子、氯离子含量的两性氧化物中、在有氧运动或氧 湿润剂存有的氧化性酸中、在两性氧化物加氧化性酸的 混和酸中、在湿氯和含余氯的溶液中都具备其他 耐腐蚀合金无法对比的耐腐蚀性。因而,C.276合金在化 工行业,如低电压羰基生成冰醋酸(醋酐)、钛酸异丙酯法钛白 粉、髙压法三聚氰胺等获得广泛运用。
该合金也越 来越高地运用于中国核工业、原油与天燃气、火电厂烟尘脱 硫等行业,商品方式具体有管件和家具板材无缝钢管
现阶段,中国大多数公司从海外進口C.276家具板材,通 过电焊焊接制成管件及各种各样器皿而应用。大家都知道,镍 基合金在电焊操作过程中,非常容易造成敏化个人行为而造成器 件的耐腐蚀性能减少。因而,一直以来,大部分科学研究 工作人员对于C-276合金的电焊焊接性能、焊后热处理以及 对抗腐蚀性能的危害开展了大批量的科学研究 。而相关 C-276合金无缝管的生产制造以及生产加工、应用性能的 科学研究则很少有报导。 C-276合金具备合金化水平高(尤其是钼成分 很高),冶炼厂艰难,非常容易造成缺点等特性。与此同时,因为 该合金形变抵抗力大,其高溫形变抵抗力达到300MPa 以上,热处理全过程十分困难,且很容易产生生产加工裂痕。 选用基本的打孔加工工艺生产制造无缝钢管材大部分是不大可能 的。一直以来,C-276合金无缝钢管大多数从海外進口。但 是,伴随着中国炼钢厂冶炼厂能力的提升,现阶段中国也可以冶 练成达标的C.276合金坯。因而C-276合金无缝钢管的国内生产制造的刻不容缓。
1 C-276合金的组织特点
Ni Cr Mo系合金在很多行业展现了出色的耐 浸蚀性能,其理论基础来源于操纵相的进行析出纪律、危害组织长期性可靠性和结构力学性能的合金改变热学和动 结构力学基本。因而,要想根据制订科学合理的热处理和热处 理:I 艺得到较好的组织.从而提升C-276合金的使 用性能,就必须把握C-276合金相的析规律性。
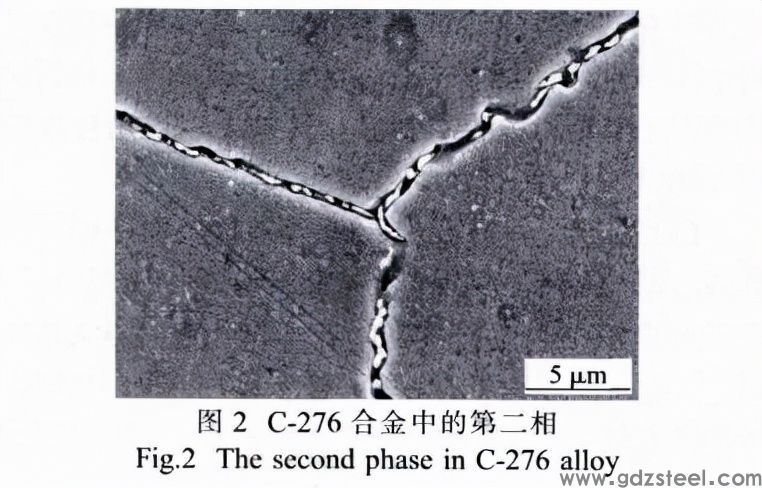
是C-276合金(15Cr一16Mo-3.5W)的均衡 相 、从 中可以发觉,伴随着形状记忆合金溫度的减少, 液卡H慢慢向同相变化,其凝结范畴大概在l350~ l380℃, 溫度再次减少到ll60℃以内时,马氏体 组织rf1 始产牛第二卡H,如MC型渗碳体和P相进行析出相1的形状如下图2所爪。
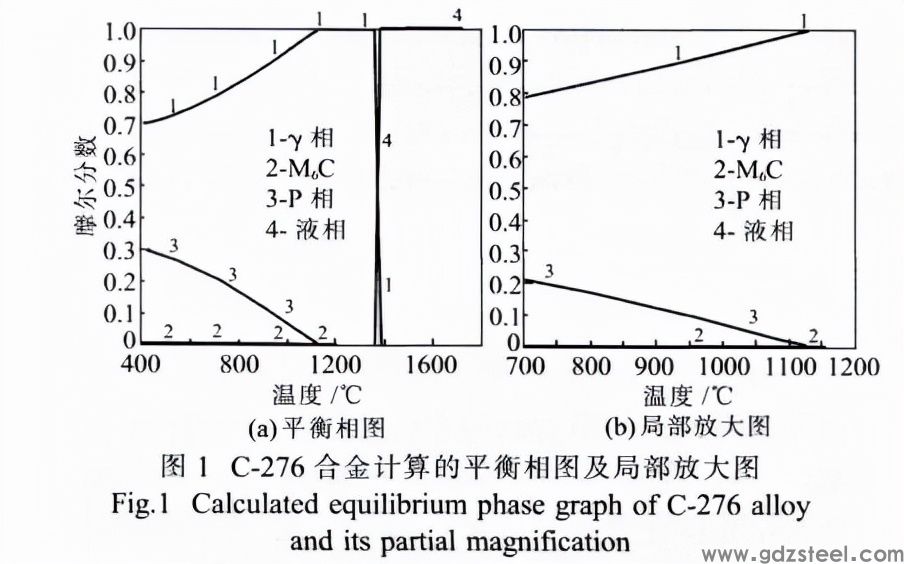
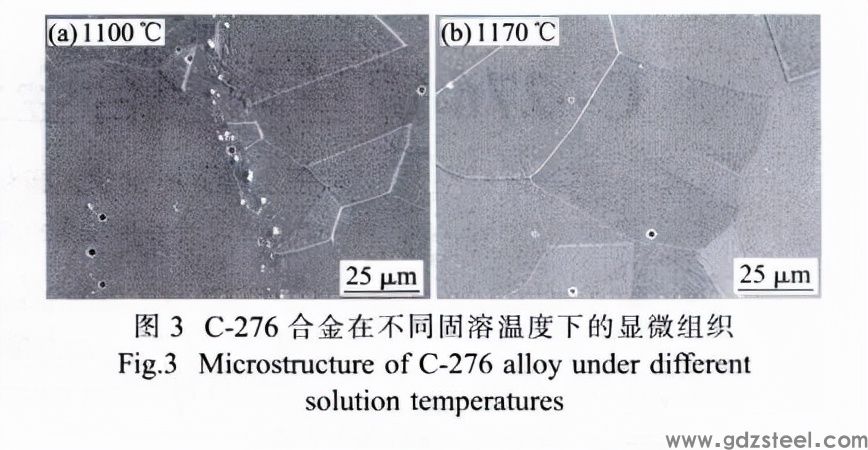
因而,在C一276合金商品生产制造环节中,一旦造成 第二相,就需要选用对应的热处理工艺将其融解,保证合 金组织的稳定性能及商品的应用性能。试验结果显示,C-276合金在1100℃以上同溶时,第二相聚逐 渐消,大,可是仍残余少许第二相,而同溶溫度在 1170。C以上时,第二相大部分彻底回溶到马氏体基材中(图3)
2 C-276合金无缝钢管的加工工艺及性能
2.1无缝钢管成型加工工艺 C-276合金无缝管的全部开发设计生产制造流 r以 简单化为: 浇铸冶炼厂一煅造开坯一管坯生产加工一冷挤压成型一热轧成型一同溶解决一酸洗钝化一检测一制成品
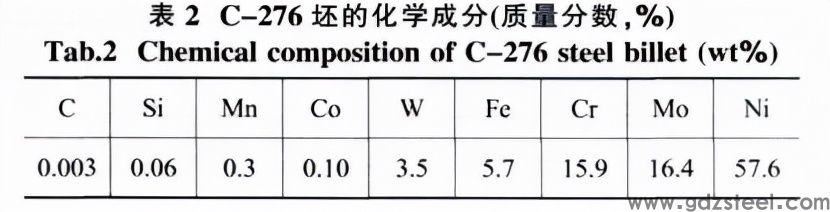
合金坯选用vIM ESR双连T艺冶炼厂 、 人厂 复检,管坯成分合乎技l术条什规定
(表2)符坯 各种灾脏物成分为0.5~1.0级,合乎技术性标准规定
压挤用坯经脱皮机去皮后,清除了锻、轧 钢表 面的缺点(氧化皮、裂痕等)。随后,依据具体规定将 长钢材开展按段、打孔、端而加,并开展 寸公 和表层质量查验。管坯在加温前进到持续脱油清理 设备开展清洁和脱油,消除管坯内、表面面上的植物油脂 和废弃物.避免管坯在预热炉加温操作过程中被环境污染,保证管坯品质 将清理后的管土彳:送进环状预热炉开展 加热后,再送进感应加热炉开展加温,并在立柱式挤出机上开展钻孔 更终,将电磁感应加热的钻孔管坯送 入挤 机开展冷挤压.获得组织高密度、性能匀称的挤 压荒管 进而防止了两辊斜轧穿孑L荒管中、表面容貌 易裂开、折叠式等产品质量缺点。压挤荒管在周期时间式热轧 管机里进行热轧形变,通过多道次热轧更后冷轧出25minx2.5 mm的制成品无缝钢管,长短可达l2m以上
2.2无缝钢管物理化学性能
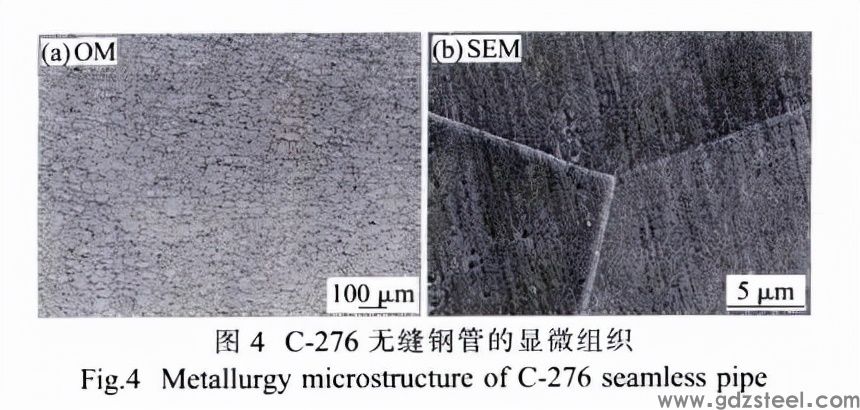
从制成品管上各自抽样开展金相、室内温度和高溫拉 伸试验、品问浸蚀性能点评试验及挤扁试验和扩口 试验,以点评管的应用性能及加工工艺性能(1)组织及结构力学性能。对制成品管开展外部经济组织 观查(图4),结果显示,管大部分为马氏体组织,晶粒大小约为7级。位错与品内进行析出相非常少。室内温度拉申试验
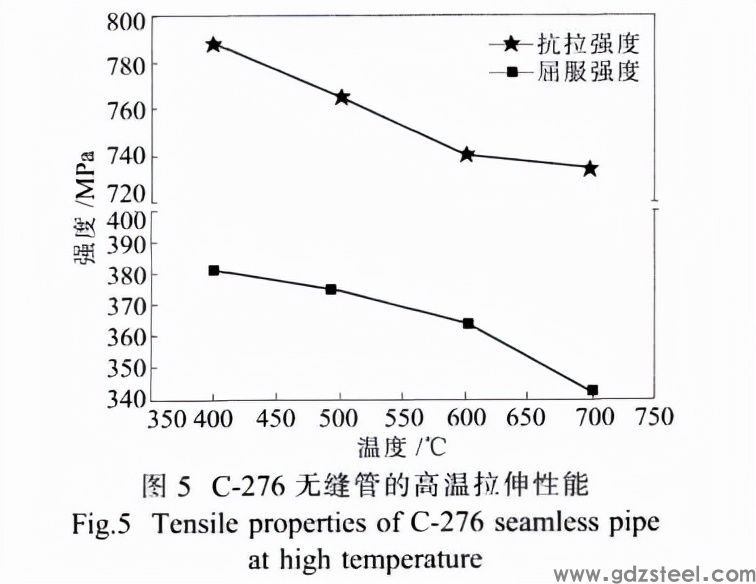
依照GB/T228—2002的要求,托仲试件采川存整管上 取 佯 窒温拉fl{1试后,管的胤服抗压强度为440MPa,抗 托强俊为844MPa,延伸率 49.5% M时,依照 GB/T4338.2006的要求.开展高溫拉申试验 、高溫拉申在400°700。C,管的抗拉强度仍商达300 MPa以上(图5)
应力腐蚀性能,为了更好地检测管的抗应力腐蚀性能依照ASTMG28A法(Fe(SO) 50%HSO饱和溶液)开展浸蚀试验,试验時间为24h。結果表层其乎均浸蚀速为3.9mm/a 腐蚀后的组织相片如下图6所显示腐蚀深度为82.9um国内镍及镍合金抑制力器皿规范(JB/T4756-2006)要求c276合金无缝钢管参考G28A法试验其均值浸蚀速低于12mm
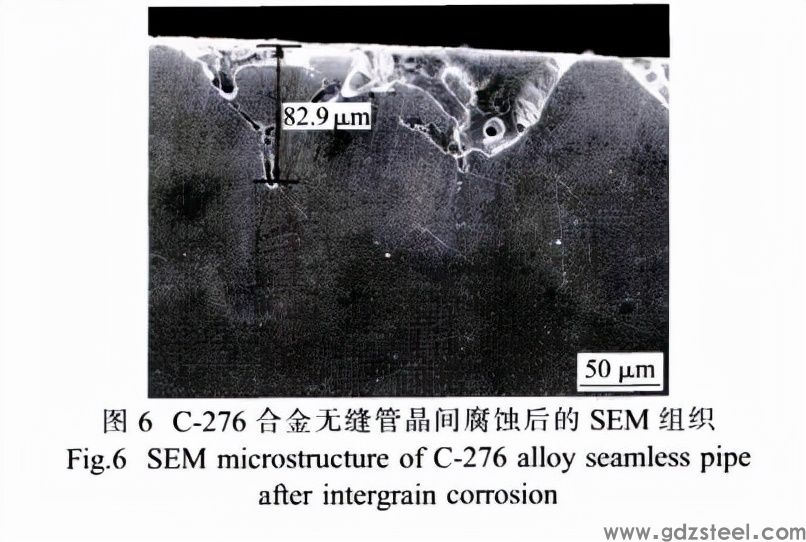
不难看出,C一276合金制成品管的品问浸蚀性能彻底 合乎有关规范规定,可以替代进口商品 、
(3) 扁和扩口试验。对制成品管抽样开展 扁试 验和扩口试验。挤扁试验依照GB/T246的要求开展挤扁管段试件长短为65mm .扩口试验依照ASME SB829要求开展..试验时选用夹角为60的锥体顶头 开展扩口试验,扩径率为毛竹直径的30%。结果显示, 试件经压翩、扩|]后未…现町视缝隙和裂开,达到T 艺规定.. 综上所述呵知,选用热挤 和热轧r艺研发的 25 lYlm×2.5mm的镍基合金C.276无缝钢管,其各类指标值 均能达到ASMESB622规范规定.彻底可以取代进 口商品 3 结果 采』{j冷挤压和热轧T艺丌发 的4~25mmx2.5mm 的C一276镍基耐腐蚀合金无缝钢管,均值品粒度分布为7级, 具备不错的结构力学性能和抗品问浸蚀性能,400~700 ℃高溫抗拉强度超过300MPa,达到ASMESB622 等卡I{关规范规定,彻底可以取代进口商品。
原文链接:优钢网 » 哈氏合金C276镍基耐蚀合金无缝管的组织与性能



发表评论