
哈氏合金(Hastelloyalloy)特材性能及介绍

哈氏合金(Hastelloy alloy)
一、前言
哈氏合金是镍基合金的一种,现阶段主要是分成B、C、G三个系列产品,它适用于铁基Cr-Ni或Cr-Ni-Mo不锈钢板、非金属材质等没法应用的强腐蚀物质场所,在海外已广泛运用于原油、化工厂、环境保护等众多行业。其型号和典型性应用场所如下所示表所显示。

为改进哈氏合金的耐蚀性能和冷、热处理特性,哈氏合金依次开展了三次重要改善, 其发展壮大全过程如下所示:
B系列产品 :B → B-2(00Ni70Mo28) → B-3
C系列 :C → C-276(00Cr16Mo16W4) → C-4(00Cr16Mo16) → C-22 (00Cr22Mo13W3) → C-2000(00Cr20Mo16)
G系列产品 :G → G-3(00Cr22Ni48Mo7Cu) → G-30(00Cr30Ni48Mo7Cu)
现阶段采用更普遍的是第二代原材料N10665(B-2)、N10276(C-276)、N06022(C-22)、N06455(C-4)和N06985(G-3)。第三代材料N10675(B-3)、N10629(B-4)、N06059(C-59)处在宣传环节。因为冶金技术的发展,近些年发生了好几个型号的含~6%Mo的所说“非常不锈钢板”,取代了G系列产品合金,促使G系列产品合金的制造和应用快速降低。
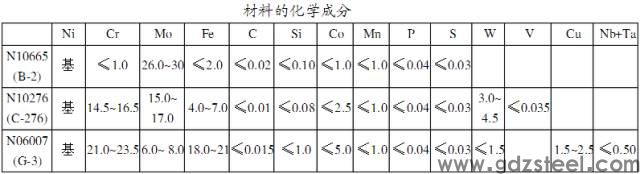
二、典型性哈氏合金成分
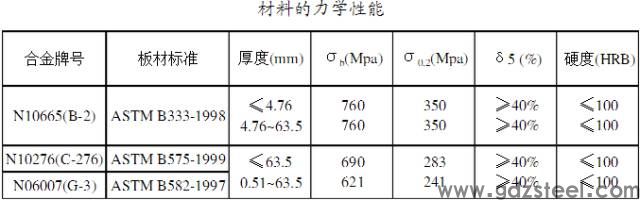
三、物理性能
哈氏合金的力学性能十分突显,它具备高韧性、高耐磨的特性,因此在机械加工层面有一定的难度系数,并且其应变硬化趋向极强,当形变率超过15%时,约为18-8不锈钢板的二倍。哈氏合金还存有中温敏化区,其敏化趋向随形变率的提高而扩大。当温度较高时,哈氏合金易消化吸收有危害元素使它的物理性能和抗腐蚀性能降低。
四、常见哈氏合金
1:Hastelloy B-2 alloy(哈氏B-2合金)
一、耐蚀性能
哈氏B-2合金是一种有极低碳含量和含硅量的Ni-Mo合金,它降低了在焊接及热危害区渗碳体和别的相的进行析出,进而保证即使在电焊焊接情况下也是有较好的耐蚀性能。 大家都知道,哈氏B-2合金在各种各样氧化性物质中具备良好的抗腐蚀性能,可耐自然压下一切温度,任何浓度值硫酸的浸蚀。在没有打气的适中浓度值的非还原性盐酸、各种各样浓度值磷酸钙、高溫冰醋酸、苯甲酸等有机物、溴酸及其氯化氢气体中都有良好的耐蚀性能,与此同时,它也耐卤族金属催化剂的浸蚀。因而,哈氏B-2合金通常使用于多种多样严苛的原油、化工厂全过程,如硫酸的水蒸气蒸馏,萃取;邻二甲苯的烷基化和低电压羰基生成冰醋酸等加工工艺流程中。但在哈氏B-2合金很多年的工业生产使用中发觉:
(1)哈氏B-2合金存有抵抗应力腐蚀特性有非常大危害的2个敏化区:1200~1300℃的高温和550~900℃的中温区;
(2)哈氏B-2合金的焊接合金及热危害区因为渗碳体缩松,金属材料间相和渗碳体沿位错进行析出,使其对应力腐蚀敏感度比较大;
(3)哈氏B-2合金的中湿热可靠性较弱。当哈氏B-2合金中的含铁成分降到2%下列时,该合金对β相(即Ni4Mo相,一种井然有序的合金间化学物质)的变化比较敏感。当合金在650~750℃温度范畴内停留的时间稍长,β相一瞬间转化成。β相的存有减少了哈氏B-2合金的延展性,使其对晶间腐蚀越来越比较敏感,乃至会导致哈氏B-2合金在原料生产制造(如热扎全过程中)、设备制造过程中(如哈氏B-2合金机器设备焊后整体热处理)及哈氏B-2合金设备在服现役环境中裂开。现如今,在我国和世界各地特定的相关哈氏B-2合金抗氢脆特性的规范实验方式均为自然压烧开硫酸法,鉴定方式为无重力法。因为哈氏B-2合金是抗硫酸浸蚀的合金,因而,自然压烧开硫酸法检测哈氏B-2合金的应力腐蚀趋向非常不比较敏感。中国科研院所用高溫硫酸法对哈氏B-2合金开展研究发现:哈氏B-2合金的耐蚀性能不但在于其成分,还在于其热处理的操纵全过程。当热加工工艺操纵不那时候,哈氏B-2合金不但晶体成长,并且晶间会析发生高Mo的σ相,这时,哈氏B-2合金的抗应力腐蚀的特性显著降低,在高溫硫酸实验中,粗晶体板与一切正常板的位错侵蚀深层相距约一倍上下。
二、机械性能
哈氏B-2合金的物理性能如下所示表所显示。相对密度:9.2g/cm3, 溶点:1330~1380℃,导磁率:(℃,RT)≤1.001

三、成分

四、物理性能
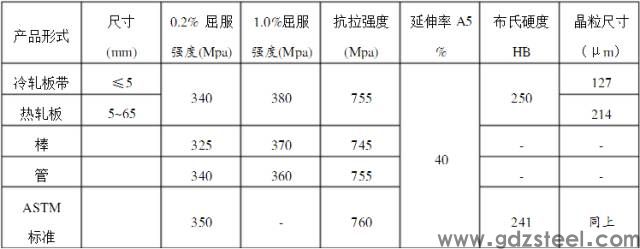
哈氏B-2合金的一般机械性能如以下两表所显示 室内温度下的更少物理性能值(参照DIN/ASTM规范)
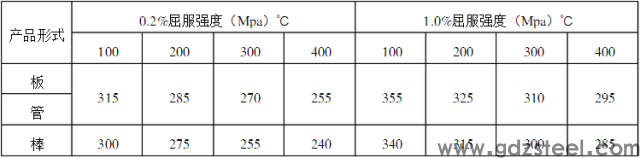
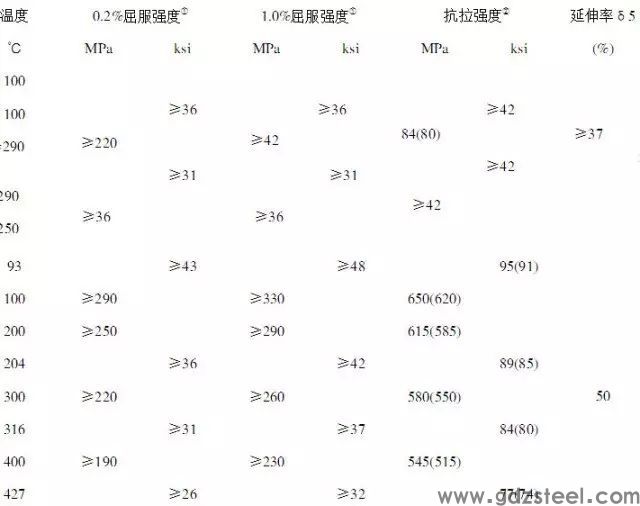
高溫下的更少物理性能值:图
五、造与热处理工艺
1:加温 针对哈氏B-2合金而言,在加温前和升温操作过程中表层清洁并避开污染物质是十分关键的。假如哈氏B-2合金在带有硫、磷、铅或别的低溶点金属材料污染物质的环境下加温,则会变脆,这种污染源的主要来源主要包含标记笔印痕、温度标示漆、植物油脂和液态、烟尘。此烟气务必硫含量低;例如:天燃气和压缩天然气硫含量不超过0.1%,大城市气体硫含量不超过0.25g/m3,轻质燃料油的硫含量不超过0.5%即是达标。 对热处理炉的汽体环境规定是中性化环境或轻氧化性环境,而且不能在还原性和氧化性中间起伏。炉中的火苗不能立即冲击性哈氏B-2合金。与此同时要以较快的升温速率把原材料加熱到规定做到的温度,即规定更先要把热处理炉的温度升高到规定温度,再把原材料放进炉中加温。
2:热处理 哈氏B-2合金可以在900~1160℃范畴内开展热处理,生产加工之后应当以水热处理。为了更好地保证有较好的耐蚀性能,热处理之后应当淬火。
3:冷拉 冷加工的哈氏B-2合金务必通过时效处理,因为其具备比低合金钢高得多的冷作硬化率,因此成型机器设备要仔细考虑到。假如实行了冷成型加工工艺,那麼必须开展级间淬火。 冷拉形变量高于15%时,应用前应时效处理。
4:热处理工艺 热处理回火热处理工艺温度要调节在1060~1080℃中间,以后开展水冷散热热处理或原材料薄厚在1.5mm以上时可以迅速空冷以得到较好的耐蚀性能。在一切加温操作流程中,原材料的表层清理均要有事先的预防。哈氏合金原材料或机器设备构件在开展热处理工艺时要特别注意下面一些问题:为了避免机器设备构件热处理工艺形变,应选用不锈钢板加强环;对装炉温度、加温和制冷時间应严控;装炉外,对热处理工艺件开展预备处理,避免造成热裂痕;热处理工艺后,对热处理件PT;在热处理工艺全过程中如造成热裂痕,通过打磨抛光清除后需焊补者,要选用专业的焊补加工工艺。
5:水垢清洗 哈氏B-2合金表层的化合物和焊接周边的污渍都需要以细致的沙轮片等打磨抛光整洁。 因为哈氏B-2合金对还原性物质特别敏感,因而酸洗钝化历程中会出现较多的含氮元素的汽体。
6:机械加工 哈氏B-2合金要以淬火情况开展机械加工,对它的冷作硬化要有清楚的了解,例如:相对性于规范低合金钢要选用比较慢的表层切削用量,针对表层的硬底化层要选用很大的走刀量,并使数控刀片处在持续的运行状态。
7:电焊焊接 哈氏B-2合金焊接合金及热危害区因为易进行析出β相而造成贫Mo,进而容易造成应力腐蚀,因而,哈氏B-2合金的焊接方法应慎重制订,严控。一般焊接方法如下所示:焊接材料采用ERNi-Mo7;焊接工艺GTAW;操纵固层温度不得超过120℃;焊条直徑φ2.4、φ3.2;电焊焊接电流量90~150A。与此同时,焊接前,焊条、被焊件焊缝及邻近位置应开展除污脱油解决。 哈氏B-2合金热传导系数比钢小得多,如采用单V型焊缝,则坡口视角要在70°上下,选用较低的热输出量。 根据焊后热处理可以清除剩余应力并改进抗晶间腐蚀破裂特性。
2: Hastelloy C-276合金(哈氏C-276合金)
一、耐蚀性能
哈氏C-276合金归属于镍-钼-铬-铁-钨系镍基合金。它是当代金属材质中更耐腐蚀的一种。关键耐湿氯、各种各样还原性氟化物、钛酸异丙酯溶液、盐酸与还原性盐,在超低温与中温盐酸中均有不错的耐蚀性能。因而,近三十年至今、在严苛的浸蚀环境中,如化工厂、石油化工设备、烟气脱硫、纸桨和造纸工业、环境保护等行业领域拥有非常普遍的运用。 哈氏C-276合金的各种各样浸蚀数据信息是有其广泛性的,可是不可以作为标准,尤其是在未知环境中,务必要通过实验才可以组材。哈氏C-276合金中沒有非常的Cr来耐强氧化性环境的浸蚀,如热的浓硝酸。这类合金的发生主要是对于化工厂全过程环境,尤其是存有混酸的情形下,如烟气脱硫体系的进料管等。下表是四种合金在不一样环境下的浸蚀比照 实验状况。(全部电焊焊接试件选用自熔电弧焊接)
四种金属材料在不一样环境下的浸蚀比照实验

哈氏C-276合金可以作为原煤系统软件的烟气脱硫构件,在这类环境下C-276是更耐腐蚀的原材料。下表是C-276合金和典型性316在烟尘系统模拟“翠绿色身亡”饱和溶液中的浸蚀比照实验状况。
翠绿色身亡”饱和溶液中的浸蚀比照实验
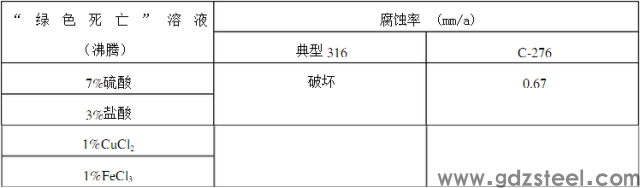
由以上由此可见,C-276合金对混和的具备氯离子含量的酸、溶液有不错的耐蚀性能。 哈氏C-276合金中Cr、Mo、W的加盟将C-276合金的耐点蚀和缝隙腐蚀的工作能力进一步提高。C-276合金在海面环境中被觉得是负面情绪的,因此C-276被普遍地运用在深海、生理盐水和高氯环境中,乃至在强碱低PH值状况下。下表是四种金属材料在6?Cl3(按ASTM规范G-48实行)饱和溶液中产生缝隙腐蚀的比照状况。 缝隙腐蚀产生状况
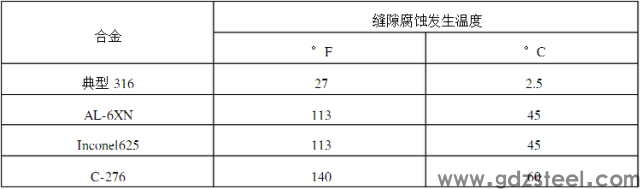
1%CuCl2 1?Cl3 由以上由此可见,C-276合金对混和的具备氯离子含量的酸、溶液有不错的耐蚀性能。 哈氏C-276合金中Cr、Mo、W的加盟将C-276合金的耐点蚀和缝隙腐蚀的工作能力进一步提高。C-276合金在海面环境中被觉得是负面情绪的,因此C-276被普遍地运用在深海、生理盐水和高氯环境中,乃至在强碱低PH值状况下。下表是四种金属材料在6?Cl3(按ASTM规范G-48实行)饱和溶液中产生缝隙腐蚀的比照状况。
缝隙腐蚀产生状况
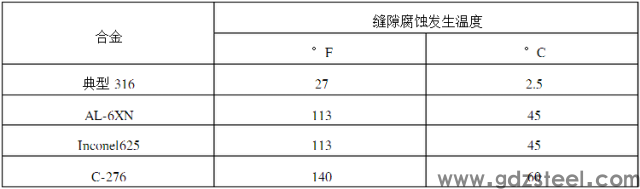
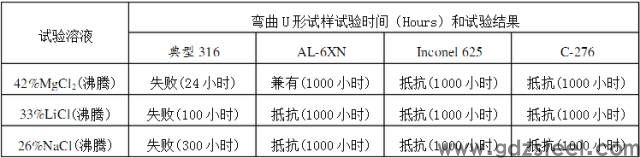
缝隙腐蚀产生温度 合金 °F °C 典型性316 27 2.5 AL-6XN 113 45 Inconel625 113 45 C-276 140 60 C-276合金中高含量的Ni和Mo使其对氯离子应力腐蚀断裂也有很强的抵抗能力,下表是四种金属在不同含氯离子溶液中的应力腐蚀断裂试验情况。
氯离子应力腐蚀断裂试验情况
二、物理性能
C-276合金的物理性能如下表所示: 密度:8.90g/cm3, 比热:425J/kg/k, 弹性模量:205Gpa(21℃)
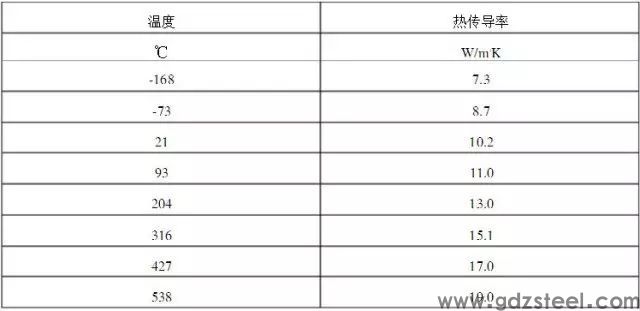
热传导率
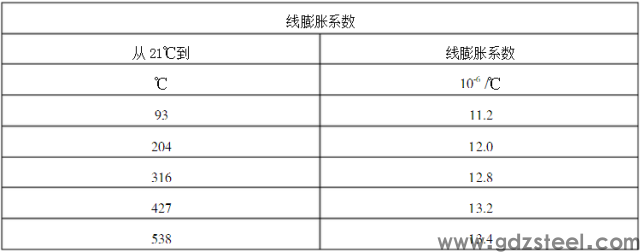
线膨胀系数
三、机械性能
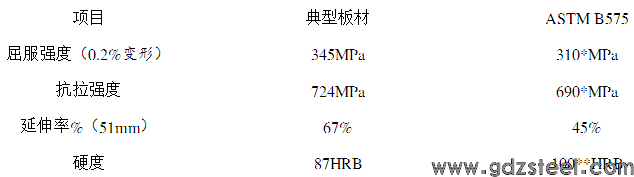
典型的C-276合金的拉力试验结果如下表所示,其材料是在1150℃退火,并以水急冷
力学性能试验值

对C-276合金进行冷变形加工会使其强度增加。在对其进行冲击试验时,V形槽冲击试样采用10mm厚的板材(板材要经过退火处理),如果试样是采用焊接的试样,则在同样的温度范围,它会显示出一定的柔韧性,这是因为焊缝的原因。板材冲击试验结果如下表所示。

C-276合金和普通奥氏体不锈钢有相似的成形性能。但由于其比普通奥氏体不锈钢的强度要大,所以,在冷成形加工过程中会有更大应力。此外,这种材料的加工硬化速度比普通不锈钢快得多,因此在有广泛冷成形加工过程中,要采取中途退火处理。
四、焊接及热处理
C-276合金的焊接性能和普通奥氏体不锈钢相似,在使用一种焊接方法对C-276焊接之前,必须要采取措施以使焊缝及热影响区的抗腐蚀性能下降更小,如钨极气体保护焊(GTAW)、金属极气体保护焊(GMAW)、埋弧焊或其他一些可以使焊缝及热影响区抗腐蚀性能下降更小的焊接方法。但对于诸如氧炔焊等有可能增加材料焊缝及热影响区含碳量或含硅量的焊接方法是不适合采用的。 关于焊接接头形式的选择,可以参照ASME锅炉与压力容器规范对C-276焊接接头的成功经验。 焊接坡口更好采用机械加工的方法,但是机械加工会带来加工硬化,所以对机械加工的坡口处进行焊接前打磨是必要的。 焊接时要采用适宜的热输入速度,以防止热裂纹的产生。 在绝大多数腐蚀环境下,C-276都能以焊接件的形式应用。但在十分苛刻的环境中,C-276材料及焊接件要进行固溶热处理以获得更好的抗腐蚀性能。 C-276合金的焊接可以选择自身作焊接材料或填料金属。如要求在C-276的焊缝中添加某些成分,象其它镍基合金或不锈钢,并且这些焊缝将暴露在腐蚀环境中时,那么,焊接所用的焊条或焊丝则要求有和母材金属耐腐蚀相当的性能。 哈氏C-276合金材料固溶热处理包括两个过程;
(1)在1040℃~1150℃加热;
(2)在两分钟之内快速冷却至黑色状态(400℃左右),这样处理后的材料有很好的耐蚀性能。因此仅对哈氏C-276合金进行消应力热处理是无效的。在热处理之前要清理合金表面的油污等可能在热处理过程中产生碳元素的一切污垢。 C-276合金表面在焊接或热处理时会产生氧化物,使合金中的Cr含量降低,影响耐蚀性能,所以要对其进行表面清理。可以使用不锈钢丝刷或砂轮,接下来浸入适当比例硝酸和氢氟酸的混合液中酸洗,更后用清水冲洗干净。
3:Hastelloy C-22 Alloy(哈氏C-22合金)
一、耐蚀性能和产品形式
哈氏C-22合金是一种Ni-Cr-Mo合金,它对点蚀、缝隙腐蚀、晶间腐蚀和应力腐蚀断裂均有极强的抵抗力。Ni、Cr、Mo和W的共同作用,使哈氏C-22合金在较大的氧化和还原性环境范围内具有优异的耐蚀性能。 下表所示可见,哈氏C-22合金在大多数苛刻的环境中有突出的耐蚀性能,它对焊接操作或锻造操作中晶间碳化物的析出和多元相的产生有抵抗性能。
哈氏C-22合金被广泛地应用于烟气脱硫系统、纸浆和造纸工业中的漂白系统、垃圾焚化炉、化工厂、制药厂和放射性垃圾储存等工业领域。 哈氏C-22合金强度高,并且有良好的延展性、焊接性和成形性能,因此在ASME和ASTM标准中都有一致的详细叙述。其材料产品形式有板材、带材、管材、棒材和锻件等。
二、化学成分
三、物理性能
具有典型化学成分的C-22合金退火状态下的物理性能
四、焊接性能
哈氏C-22合金的焊接性能非常好,它可以很容易地以钨极气体保护焊、金属极气体保护焊、埋弧焊等方法焊接,填料金属要求有与之相匹配的化学成分。 五、机械性能 哈氏C-22合金具有良好的热加工性能。其退火状态室温下的机械性能如下表所示,测试板材厚度范围4.76mm到50.8mm.
图*更小 **更大
4:Hastelloy C-59 Alloy(哈氏C-59合金)
一、引言
C-59是一种超低碳Ni-Cr-Mo合金,具有优异的耐蚀性能和高机械强度。其性质有如下几条:
1、在氧化性和还原性条件下有广泛的耐蚀性能;
2、对点蚀和缝隙腐蚀有良好的抵抗力,同时对氯致应力腐蚀断裂有免疫特性。
3、对无机酸如硝酸、磷酸、硫酸、盐酸和硫酸盐酸混合酸有良好的耐蚀性能;
4、对含有杂质的无机酸同样有良好的耐蚀性能;
5、对40℃以下任何浓度的盐酸有良好的耐蚀性能;
6、被许可在-196-450℃之间使用于压力容器上;
7、被NACE标准MR-01-75 Ⅶ级许可使用在酸气环境下。 (NACE是美国和印度的**电子顾问委员会)
二、化学成分
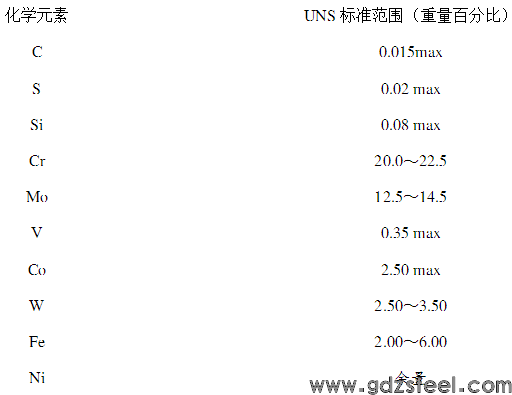
C-59合金的化学成分表如下所示。
化学成分

三、耐蚀性能和应用
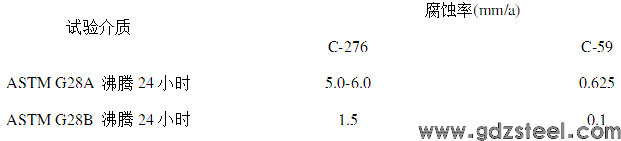
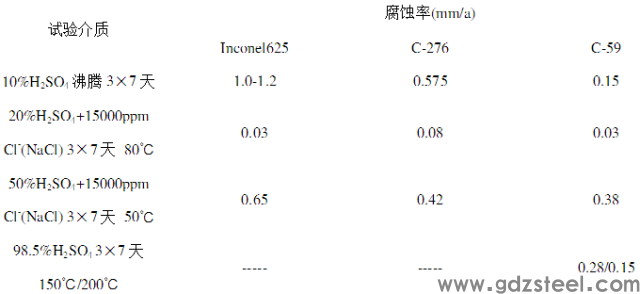
C-59合金是一种有极低含碳量和含硅量的Ni-Cr-Mo合金,在热加工和焊接过程中不倾向于产生中间相,所以此合金可以应用于化工过程中的氧化性和还原性介质。 由于有较高的含Ni、Cr、Mo的含量,C-59对氯离子有良好的耐蚀性能。在涉及氧化性环境的标准腐蚀试验中已经证实:C-59合金有比其它Ni-Cr-Mo合金更**的性能。C-59合金在还原性环境中有良好的耐蚀性能,例如:10%沸腾硫酸溶液中的腐蚀率是其它Ni-Cr-Mo合金的1/3左右,在盐酸环境下同样有很好的耐蚀性能。 下面两表是不同腐蚀试验情况。
C-276和C-59试验对比
三种不同合金在不同溶液中腐蚀试验
下表是三种合金的CPT和CCCT试验情况
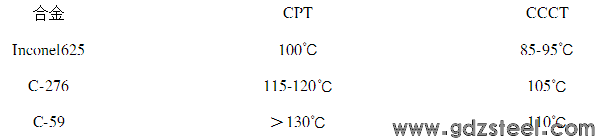
试验溶液:7Vol.%H2SO4+3Vol.%HCl+1%CuCl2+1%FeCl3-6H2O(绿色死亡溶液), 时效24小时后,以5℃递增。
应用: C-59合金在化工、石油化工、能源和环保工程等。
1、含氯有机过程设备,尤其是在有卤族酸性催化剂存在的情况下;
2、纸浆和造纸工业中的溶解和漂白系统设备;
3、焚化炉和烟气脱硫系统的预热器、阀门、叶轮等元件;
4、酸气处理系统设备和元件;
5、醋酸和醋酐反应器;
6、硫酸冷凝器。
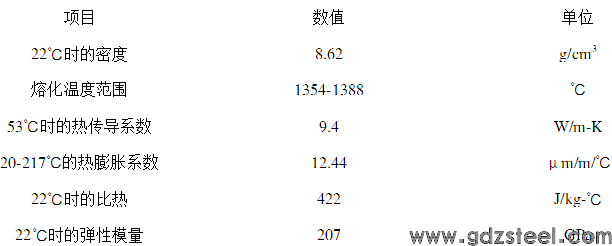
四、物理性能
密度:8.6g/cm3 熔点范围:1310-1360℃ 磁导率:20℃,(RT)≤1.001 高温下的物理性能

五、力学性能 下表是C-59合金固溶处理状态的力学性能表。 室温下的更小力学性能
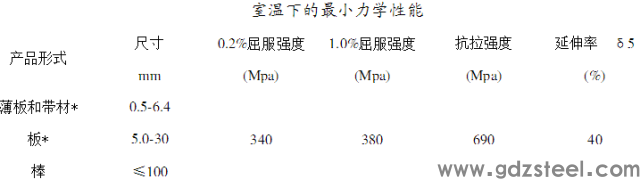
*力学值依据德国**标准VdTüV数据505 下表是依据德国**标准VdTüV数据505,在高温下的力学性能值。
①对于板厚度在30-50mm之间的材料,其屈服强度值要减去20MPa ②只针对棒材
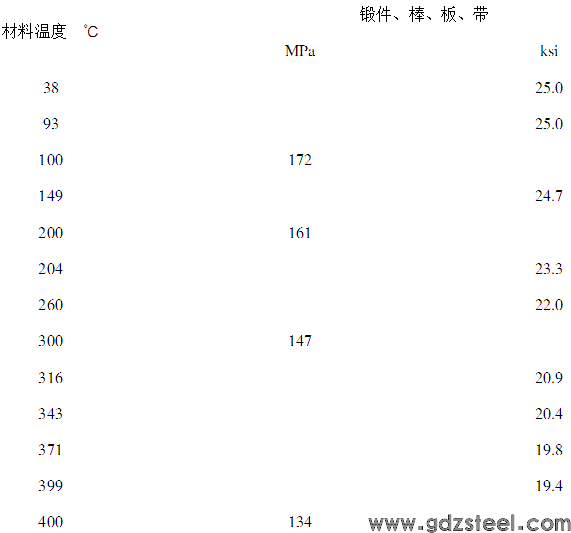
更大许用应力(图)
焊接管件的焊缝系数取0.85
六、V形槽冲击功
室温下的平均值:≥225J/cm2 -196℃下:≥200 J/cm2
七、晶体结构
C-59合金的是面心立方晶体结构。
八、制造和热处理
C-59合金可以很容易地用普通制作工艺来加工。
1、加热 C-59合金在热处理前和热处理过程中不可以和任何污染物接触。 在含有S、P、Pb和其它低熔点金属的环境中加热,会使C-59合金的性能下降。污染物的来源主要有标记笔痕迹、温度指示漆、粉笔、润滑油脂、燃料等。 加热炉燃料的含硫量必须低,天然气的含硫量必须低于0.1%(质量),燃料油的含硫量不可超过0.5%。 炉气环境应该是轻微的氧化性,不可以在氧化性和还原性之间波动。不可以让火焰直接冲击合金材料。
2、热加工 C-59合金可以在950-1180℃之间进行热加工。冷却要用水急冷。 热加工后退火可以确保材料有良好的耐蚀性能。
3、冷加工 退火的C-59合金才可以用来冷加工,C-59合金的加工硬化率是很高的,对成形设备的要求要高一些。 当冷变形加工执行时,工序间退火是必要的。
4、热处理 固溶热处理温度应该在1100-1180℃,更好在1120℃处理。 水冷是确保材料有更好耐蚀性能的基本要点。在任何热操作过程中,材料表面必须清洁。
5、除垢 C-59合金焊缝附近的氧化物比其它不锈钢要紧密的多,可以用细砂轮打磨干净。 酸洗前,材料表面的氧化物、污点等可以用细砂轮或不锈钢丝刷打磨干净。
6、机加工 机加工C-59合金应该是固溶处理状态。由于其加工硬化率较大,所以相对于低合金奥氏体不锈钢来说,要采用较低的表面切削速度,且进刀量要大,以忽略硬度较高的表面。同时要让刀具处于连续运转的状态。
九、焊接 焊接镍基合金时,要遵守下列操作规程:
1、工作场地 C-59合金的焊接场该是独立的,更好和碳钢加工场地分开,同时不可以有气流扰动。
2、着装 焊接着装应该采用皮革手套和工作服。
3、加工工具和机械 工具要采用镍基合金专用工具,制造和加工机械如:剪板机、卷板机、压制机械等,其工作台面要用毛毡、纸板、塑料等覆盖,防止C-59合金表面在加工过程中被压入污染物,导致更终的腐蚀。
4、清理 基材金属的焊缝区域清理和填料金属的清理应该使用丙酮。
5、坡口准备 C-59合金的焊接坡口成形可以采用机械方法,如车削成形、磨削成形或刨制成形;等离子切割也是可以的,不过切割后的坡口要打磨干净,并且不可以使坡口附近过热。
6、坡口角度一般焊接后应该立即用不锈钢丝刷刷去氧化部分。 镍基合金和特种不锈钢相对于普通碳钢的一般区别在于其有较低的热传导系数和有较高的热膨胀率。其焊接焊脚要大(1-3 mm),坡口角度要在60-70°左右,主要因为C-59合金的熔化金属有较高的粘性,而且其焊后收缩倾向比较大。
7、引弧 引弧时只可以在即将焊接的焊缝区域内进行,不可以在已完成的焊接件上,以免造成耐蚀性能的下降。
8、焊接工艺 C-59合金可以用多种常规焊接工艺焊接,如:TIG/GTAW,MIG/MAG,手工金属焊接、等离子弧焊等。不过焊接前的清理是必要的。
9、焊接参数和有关影响因素 焊接时要谨慎选择热输入量,一般要采用较低的热输入量,层间温度不要超过150℃。同时采用较薄的焊道焊接工艺。
一般焊接后应该立即用不锈钢丝刷刷去氧化部分
原文链接:优钢网 » 哈氏合金(Hastelloyalloy)特材性能及介绍






发表评论