
模具钢的轧制工艺及模具钢(3)

[0038] 钒是钢的优良脱氧剂,在钢中还可起到细化晶粒、提高强度和韧性的作用,现有技术中,为了控制钢板的轧态硬度稳定性,采用Mn-Cr-V的钢板进行轧制,对钢板的V的含量进行**控制。本申请实施例提供的模具钢的轧制工艺,在未采用Mn-Cr-V的钢板、无需对V的含量进行**控制的情况下,制得的模具钢仍然具有较高的轧态硬度,且同一批次的轧态硬度能够有效地控制在较小的波动范围。
[0039] 本申请实施例提供的模具钢的轧制工艺制得的模具钢,在同一种模具钢中,厚度相同的模具钢的轧态硬度波动能够达到≤3HRC,厚度为20mm-90mm的模具钢之间的轧态硬度的极差能够达到≤7HRC,使得模具钢不经正火处理、直接回火处理即可进行交付,节省了正火工序;同时,避免了正火引起的表面氧化,减少了使用时的表面铣削加工厚度,有效提高了材料在使用时的利用率。
[0040] 示例性的,本申请实施例提供的模具钢的轧制工艺制备直接交付的模具钢时,模具钢的轧制工艺还包括在堆冷处理后,对模具钢进行回火处理。
[0041] 第二方面,本申请实施例提供一种模具钢,由**方面实施例提供的模具钢的轧制工艺制得,厚度为20mm-90mm的模具钢的轧态硬度为40-60HRC,在同一种模具钢中,厚度相同的模具钢的轧态硬度波动≤3HRC,厚度为20mm-90mm的模具钢之间的轧态硬度的极差
≤7HRC。
[0042] 以下结合实施例对本申请的特征和性能作进一步的详细描述。
[0043] 实施例1
[0044] 一种模具钢,牌号为1 .2311,目标厚度为20mm,轧制工艺包括:
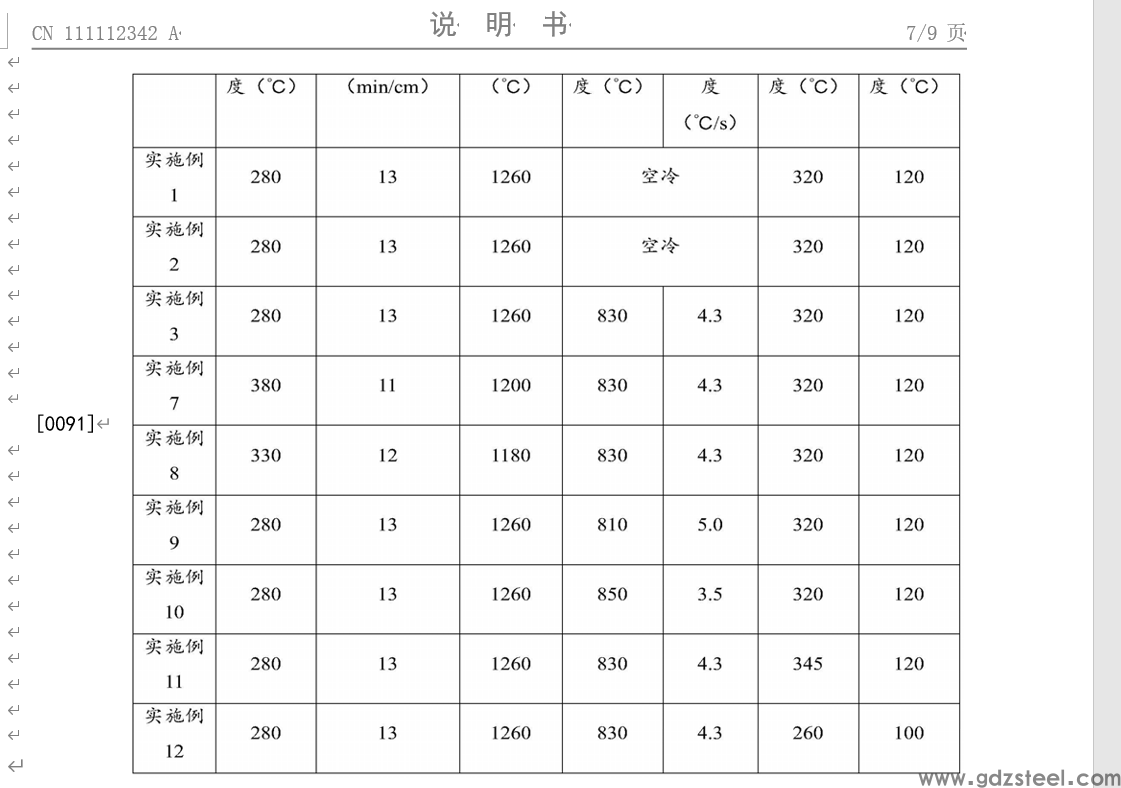
[0045] S1 .加热:将钢坯进行温装入炉,缓慢加热,然后进行均热处理,具体工艺参数如表2所示。
[0046] S2 .轧制处理:控制各个道次的压下率、开轧温度,以及终轧温度,具体工艺参数如表3所示。
[0047] S3 .轧后冷却处理:以空冷的方式进行冷却。
[0048] S4 .堆冷处理:控制堆冷温度开始堆冷处理,并控制拆堆温度结束堆冷处理,具体工艺参数如表2所示。
[0049] 实施例2
[0050] 一种模具钢,牌号为1 .2311,目标厚度为60mm,轧制工艺与实施例1的不同之处仅在于:
[0051] 步骤S2中的具体工艺参数不同,详见表3所示。
[0052] 实施例3
[0053] 一种模具钢,牌号为1 .2311,目标厚度为90mm,轧制工艺与实施例1的不同之处仅在于:
[0054] (1)步骤S2中的具体工艺参数不同,详见表3所示。
[0055] (2)步骤S3中控制终冷温度,以一定的冷却速度进行水冷处理,具体工艺参数如表2所示。
[0056] 实施例4
[0057] 一种模具钢,牌号为1 .2738,目标厚度为20mm,轧制工艺与实施例1相同。
[0058] 实施例5
[0059] 一种模具钢,牌号为1 .2738,目标厚度为60mm,轧制工艺与实施例2相同。
[0060] 实施例6
[0061] 一种模具钢,牌号为1 .2738,目标厚度为90mm,轧制工艺与实施例3相同。
[0062] 实施例7-8
[0063] 一种模具钢,牌号为1 .2311,目标厚度为90mm,轧制工艺与实施例3的不同之处仅在于:
[0064] 步骤S1中的具体工艺参数不同,详见表2所示。
[0065] 实施例9-10
[0066] 一种模具钢,牌号为1 .2311,目标厚度为90mm,轧制工艺与实施例3的不同之处仅在于:
[0068] 实施例11-12
[0069] 一种模具钢,牌号为1 .2311,目标厚度为90mm,轧制工艺与实施例3的不同之处仅在于:
[0070] 步骤S4中的具体工艺参数不同,详见表2所示。
[0071] 对比例1
[0072] 一种模具钢,牌号为1 .2311,目标厚度为20mm,轧制工艺与实施例1的不同之处仅在于:
[0073] (1)步骤S2中的具体工艺参数不同,详见表3所示。
[0074] (2)未进行S3步骤的轧后冷却处理。
[0075] 对比例2
[0076] 一种模具钢,牌号为1 .2311,目标厚度为60mm,轧制工艺与实施例2的不同之处仅在于:
[0077] (1)步骤S2中的具体工艺参数不同,详见表3所示。
[0078] (2)未进行S3步骤的轧后冷却处理。
[0079] 对比例3
[0080] 一种模具钢,牌号为1 .2311,目标厚度为90mm,轧制工艺与实施例3的不同之处仅在于:
[0081] (1)步骤S2中的具体工艺参数不同,详见表3所示。
[0082] (2)未进行S3步骤的轧后冷却处理。
[0083] 对比例4
[0084] 一种模具钢,牌号为1 .2738,目标厚度为20mm,轧制工艺与对比例1相同。
[0085] 对比例5
[0086] 一种模具钢,牌号为1 .2738,目标厚度为60mm,轧制工艺与对比例2相同。
[0087] 对比例6
[0088] 一种模具钢,牌号为1 .2738,目标厚度为90mm,轧制工艺与对比例3相同。
[0089] 表2 .加热、轧后冷却处理、堆冷处理工艺参数
[0101] 注:表4中所示的轧态硬度的均值,为实际的计算值四舍五入后保留一位小数的结果。
[0102] 根据表4可知,本申请实施例提供的模具钢的轧制工艺制得的模具钢和对比例相比,轧态硬度更高,其中,对于相同牌号、相同目标厚度的模具钢而言,轧态硬度高出约5HRC。在上述实施例中,对于相同牌号、相同目标厚度的模具钢而言,轧态硬度波动≤3HRC; 同时,对比实施例1和2、对比实施例4和5,对于相同牌号、不同目标厚度的模具钢而言,厚度为20mm的模具钢与厚度90mm的模具钢之间的轧态硬度的极差≤7HRC。而在上述对比例中, 对于相同牌号、相同目标厚度的模具钢而言,轧态硬度波动甚至不能达到≤6HRC。
[0103] 以上所描述的实施例是本申请一部分实施例,而不是全部的实施例。本申请的实施例的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
原文链接:优钢网 » 模具钢的轧制工艺及模具钢(3)






发表评论