
4-2 适用于工具的表面处理的种类和分类

工具的表面处理方法多种多样,根据工具的种类和使用条件进行使用。如图1所示,大致可分为渗氮、金属渗透等热扩散表面热处理和在表面形成硬质膜的涂层。下面介绍这些的概要。

1. 1. 表面热处理
- 氮化处理
一种典型的应用于工具的表面热处理是氮化处理,处理温度为500~550℃。多应用于压铸模具,此时应用的效果是防止因熔融金属造成的熔损和减少因热冲击(热冲击)而产生的裂纹。 - 蒸汽处理
它适用于高速工具钢的钻头,因为它通过在约 500°C 的蒸汽中加热来提高润滑性。 - 金属扩散渗入处理通过
铬(Cr)和钒(V)在高温下扩散渗入,在表面热处理中可得到更坚硬的表层。这些金属元素与被加工材料中所含的碳发生反应,形成坚硬的碳化物层,因此也被称为碳化物涂层。
2. 2. 涂层
- 湿法 采用
电镀硬铬(Cr)和化学镀(化学镀)镀镍磷(Ni-P),可获得约900HV的硬度。 - 也称为干墙(PVD)
物理气相沉积,溅射或离子镀应用于工具,加工温度低至500°C或更低。涂层膜包括钛(Ti)基硬膜(TiN、TiCN、TiAlN等)、铬(Cr)基硬膜(CrN、CrAlN等)和碳(C)基膜(DLC) . - 也称为干壁 (CVD)
化学气相沉积,应用热或等离子 CVD,涂层膜的类型类似于 PVD。由于是热化学反应的成膜方法,加工温度需要500℃以上,比PVD要高。
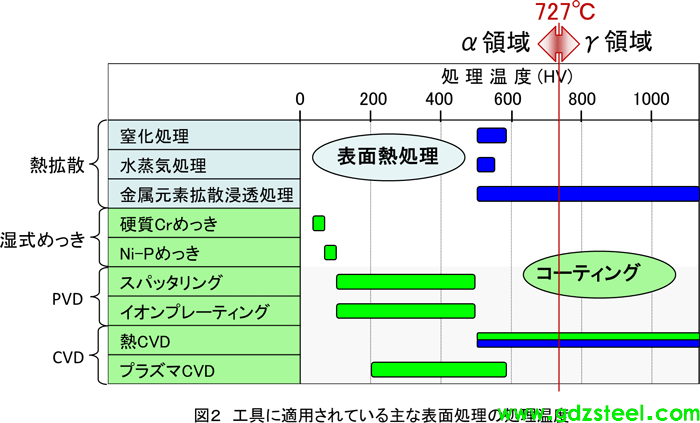
进行表面处理时首先要考虑的是处理温度。例如,如果刀具材料是调质钢,加工温度低于更终回火温度是没有问题的,但如果温度高,强度只会因母材软化而降低。但是,表面处理可能会导致变形或尺寸变化。因此,在对钢材进行表面处理进行分类时,可分为处理温度低于A1点(727℃)的和处理温度在A1点以上的。即前者为α(铁素体)区的表面处理,后者为γ(奥氏体)区的表面处理。
如图2所示,对工具进行的主要表面处理的处理温度为γ区表面处理包括金属元素扩散渗透处理和热CVD,其他表面处理为α区表面。 . 这将是一个过程。例如,如果100°C以下的低温处理是**要求,我们必须依靠湿法,如果低于500°C,PVD和等离子CVD也适用。
本文部分内容来源于网络,我们仅作为信息分享。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 promaxsts@163.com 举报,一经查实,本站将立刻删除。
原文链接:优钢网 » 4-2 适用于工具的表面处理的种类和分类
原文链接:优钢网 » 4-2 适用于工具的表面处理的种类和分类



发表评论