
5-4 应用 PVD 的注意事项

PVD成膜不需要加热基板,因此定位为低温成膜方法。然而,由于作为薄膜原料的固体或液体变成气体,蒸发源通过电子束或电弧放电被加热到高温。因此,即使不直接加热基材,也存在来自蒸发源的辐射热等许多其他加热因素,在应用于软化温度或熔点低的材料时,加工过程中的温度升高是足够的。你应该小心。
在CVD中,由于被处理材料被加热器加热并保持在预定温度并在固定状态下被处理,因此能够相对准确地测量被处理材料的温度。但是,由于PVD成膜是在高真空或中真空下进行的,加工材料会自行旋转,因此很难知道准确的温度,因此无法使用热电偶等直接测量。
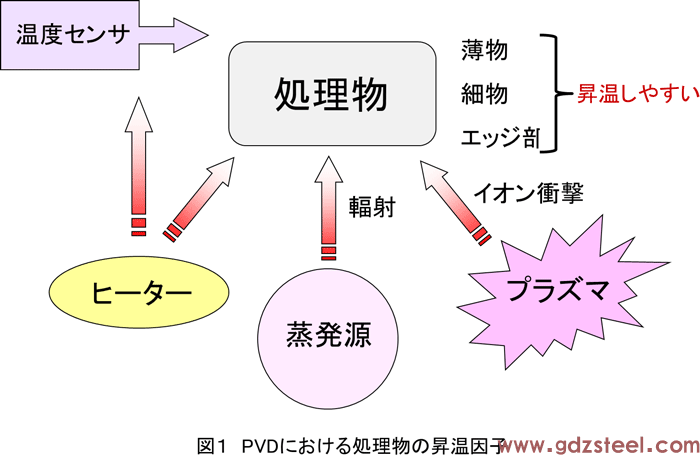
如图1所示,PVD中的处理材料由加热器加热,并由热电偶等控制到预定温度。但是,当使用来自蒸发源的辐射热或离子镀等等离子时,由于离子冲击,基材的温度也会升高,因此温度升高到规定温度以上的情况并不少见。另一方面,由于控制温度传感器安装在几乎不受来自蒸发源或等离子体的辐射影响的位置,所以被处理材料的温度高于控制温度计的指示值。需要特别注意被摄物体,如精细物体、薄物体和边缘区域,因为辐射热和离子冲击会导致温度显着升高。例如,对于需要高硬度以确保锋利性的切削工具,锋利的切削刃的温度往往会升高,因此当安装在成膜设备中的夹具上时,切削刃会直接接收来自蒸发源的辐射热。必须设计不接收它。
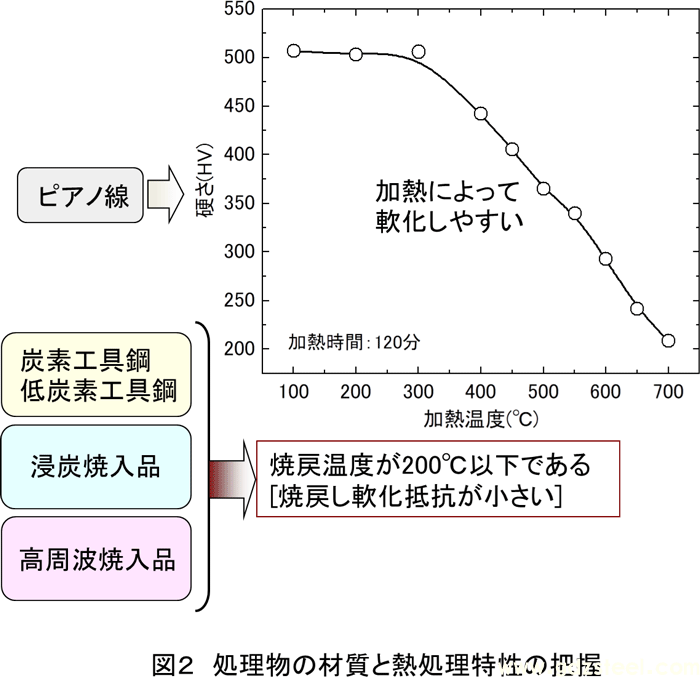
此外,如图2所示,易受热软化的钢琴线、低回火软化阻力的碳素工具钢、渗碳淬火产品、感应淬火产品等,在加热温度超过200℃时会软化。因此,需要特别注意。举个例子,如图所示的钢琴丝的加热温度和硬度的关系,可以看出到200℃时硬度几乎没有变化,但在200℃以上就迅速软化。
利用气体及其离子的运动的 PVD 难以均匀地处理复杂形状的物体,并且根据形状,可能根本无法形成薄膜。这种可操作性差是一个无法回避的问题,目前只能通过设置加工材料来处理。为此,工业规模的成膜设备在被处理物的固定部分配备了作为标准规格的自转等旋转机构。
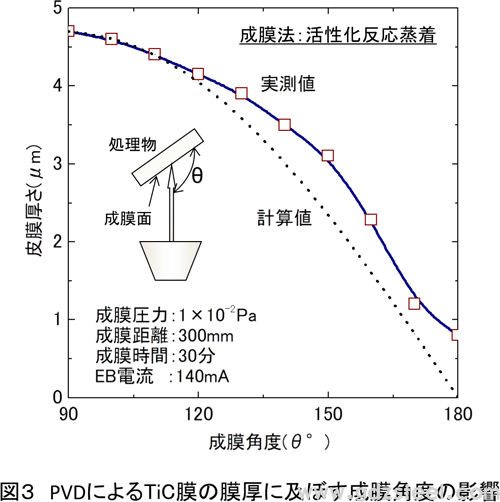
图3表示通过活化反应气相沉积法(ARE法)制作的TiC膜的成膜角度与膜厚的关系。图中,通过切割法测量的膜厚用实线表示,假设粒子直线行进的计算值用虚线表示。可以看出,当成膜面朝向蒸发源(θ=90°)时,膜厚更厚,随着成膜角度的增大,膜厚变薄。膜厚达到120°的膜厚与计算值吻合良好,但超过120°时,实测值大于计算值。这种现象被认为是由于一些气体粒子在飞行过程中由于与其他粒子的碰撞而改变了方向。
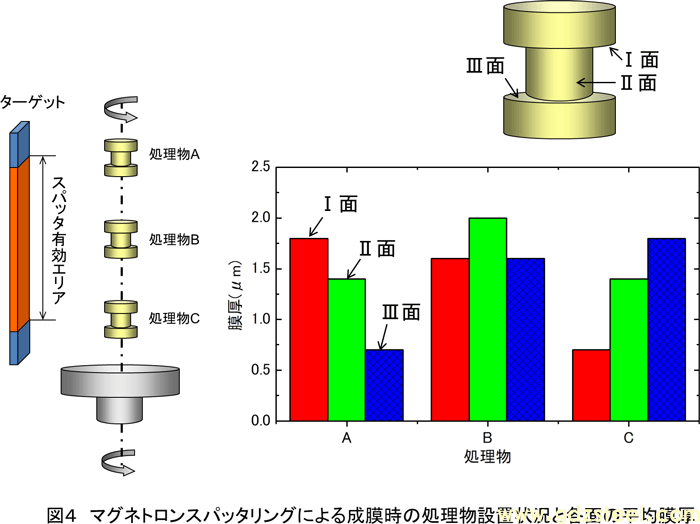
此外,图 4 显示了当通过磁控溅射涂覆 TiN 时的膜厚分布。同样在这种情况下,在每个被加工物中,被加工物B的面向靶材且距离靶材更近的II面更厚,并且被靶材隐藏的表面的膜厚大于被加工物B的膜厚。其他表面。它会非常薄。
在成膜方面,考虑到生产率,我们会想办法在设备中安装尽可能多的设备,但我们必须适当考虑到 PVD 的可转动性差。
原文链接:优钢网 » 5-4 应用 PVD 的注意事项






发表评论