
7-9 热喷涂的种类及应用

热喷涂是利用燃烧火焰或电能对热喷涂材料进行加热,将已熔化或处于接近状态的颗粒喷涂到物体表面形成薄膜的一种表面处理方法。可以应用多种热喷涂材料,例如金属、陶瓷、金属陶瓷和塑料。
在热喷涂操作中,如图1所示,热喷涂材料被燃烧火焰或放电迅速加热,变成熔融或半熔融的颗粒,这些颗粒被压缩空气等加速到表面。被加工物,被加工物击打附着,被加工物冷却。这种现象反复发生,喷涂材料沉积形成预定的薄膜。
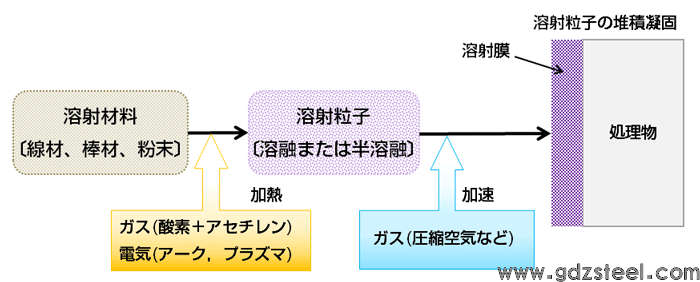
图1 热喷涂成膜示意图
例如,图 2 显示了气体火焰喷涂产生的铁基薄膜的表面形貌和横截面结构。表面形态表明熔融的喷射颗粒受到剧烈撞击并四处散布。另外,从断面结构可以看出,熔融金属颗粒被压扁、压扁而沉积。从这个横截面结构来看,喷涂膜是一个扁平的颗粒,其中熔融颗粒被压碎,颗粒保持球形而不熔化,每个颗粒表面附近的氧化物(灰色部分)和许多孔隙(黑色部分)。看它是由什么组成的。
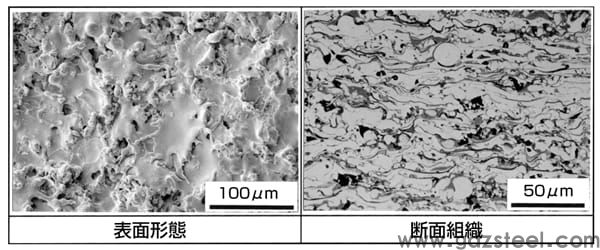
图2 气体火焰喷涂生成的铁(Fe)基薄膜的表面形貌和截面结构
如图3所示,热喷涂方法根据热源的类型大致分为气体式和电动式。这些根据加热形式进一步细分,根据所用喷涂材料的种类和形式以及处理产品的种类和形式适当使用。
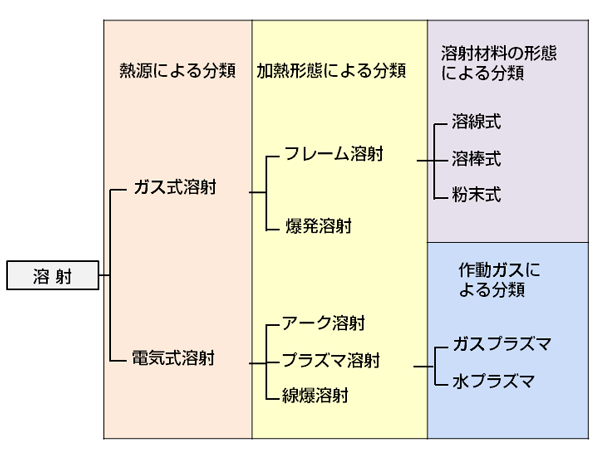
图3 热喷涂的分类
气体喷涂包括框架喷涂和爆炸喷涂。火焰喷涂使用来自燃料气体(通常是乙炔和氧气的混合气体)的燃烧火焰作为热源。在热喷涂方法中可以应用的热喷涂材料的形式和种类繁多,在形式上,线材、棒材和粉末用于金属、陶瓷和树脂等广泛的热喷涂。爆炸喷涂是通过燃料气体(乙炔+氧气)的爆炸燃烧使热喷涂材料加速成膜,可以得到附着力极好的致密膜。
电喷涂包括电弧喷涂、等离子喷涂和线爆炸喷涂。在电弧喷涂中,在作为热喷涂材料的两根金属丝的末端产生电弧以将它们熔化,然后用压缩空气将熔化的颗粒吹到基材上以形成薄膜。等离子喷涂是利用高温等离子射流将热喷涂材料熔化并加速,在基材上形成薄膜的过程。由于等离子的温度达到10000℃以上,常用于陶瓷和难熔金属材料的热喷涂。线材爆炸喷涂瞬间对金属线材施加高压使其熔化爆炸,使熔融金属高速分散,适用于管道内表面等的涂装。
热喷涂有金属喷涂、陶瓷喷涂、金属陶瓷喷涂、塑料喷涂等多种类型,JIS还规定了各种类型的热喷涂,如表1所示。更早使用的工业喷涂是喷锌,其目的是防止钢材生锈和腐蚀。此后,开始进行铝及其合金的热喷涂,其使用案例不断增加,主要用于建筑物和大气环境中使用的各种储罐。
表 1 根据 JIS 的热喷涂类型
| 种类 | 适用热喷涂方法 | JIS 编号 | |
|---|---|---|---|
| 锌、铝及其合金喷涂 | 锌、铝、铝镁、锌铝等 | 热喷涂框架热喷涂 电弧热喷涂 | JIS H 8300 |
| 覆盖喷涂 | 不锈钢(CrNi、CrNiMo)、低碳钢(Mn、MnSi)、高碳钢(MnSi、MnCrTi)、低合金钢(MnCrTi)、镍铬铁合金(NiCrFe)等。 | 熔丝型框架的热喷涂 | JIS H 8302 |
| 粉末型框架喷涂 | |||
| 电弧喷涂 | |||
| 自溶合金喷涂 | NiBSi、NiCuBSi、NiCrBSi、CoCrNiMoBSi、CoCrNiWBSi、NiCrCuMoWBSi等 | 粉末型框架喷涂 | JIS H 8303 |
| 等离子喷涂 | |||
| 陶瓷喷涂 | 氧化铝(Al2O3)、氧化钛(TiO2)、氧化铬(Cr2O3)、氧化锆(ZrO2)、氧化铝/氧化铬(Al2O3)等。 | 等离子喷涂 | JIS H 8304 |
| 粉末型框架喷涂 | |||
| 熔棒式框架的热喷涂, | |||
| 金属陶瓷喷涂 | 碳化钨/钴喷涂(WC/Co)、碳化钨/镍喷涂(WC/Ni)等 | 等离子喷涂 | JIS H 8306 |
| 粉末型框架喷涂 | |||
覆盖喷涂的主要目的是赋予机械零件耐磨性、耐腐蚀性、耐热性等。热喷涂材料包括碳钢、低合金钢和不锈钢,根据使用目的和热喷涂的材料进行细分。
自溶合金喷涂是金属基喷涂之一,其目的在于赋予耐腐蚀性、耐热性和耐磨性。这种热喷涂的特点是在热喷涂后重新加热和熔化(熔合),这种熔化过程由于热扩散而提高了对基材的附着力,几乎可以消除空位。作为热喷涂材料,使用镍(Ni)基和钴(Co)基金属基材料,以及那些含有硬质碳化钨(WC)的合金。
进行陶瓷喷涂的目的是赋予耐磨性、耐化学性、耐热性和隔热性。热喷涂陶瓷的种类有氧化铝、氧化钛、氧化铬、氧化锆等,可单独或组合使用。
原文链接:优钢网 » 7-9 热喷涂的种类及应用



发表评论