
cr12mov钢热处理工段设计(cr12mov钢常用两种热处理工艺)

[求助]skd11 (即Cr12MoV)钢的热处理工艺
我们是网带炉处理曾经出现过好几批客户材料在处理前已经脱碳,按弹片工艺出来后,硬度不合格,弹性不好,且变形较正常大,后采用910X2,830,780保温45分钟左右补碳处理后OK如果只有一件,根本无需保温2小时,若真的保温2小时,可能才是要开裂了。根据理论计算和生产实际,怎么都不可能保温2小时。如果低温装炉,和冲头的样子很相似,我们公司正在研究冲头的TD处理。Misumi就有的卖TD冲头。热处理加热过程中提高碳势,如果来料已经脱碳,则必须开富化气补碳处理

非标CR12MOV热处理工艺
Cr12MoV模具钢的淬透性、淬火回火的硬度、耐磨性、强度均比Cr12高。用于制造截面较大、形状复杂、工作条件繁重下的各种冷冲模具和工具,如冲孔凹模、切边模、滚边模、钢板Cr12Mov厚板深拉伸模、圆锯、标准工具和量规、螺纹滚模等。
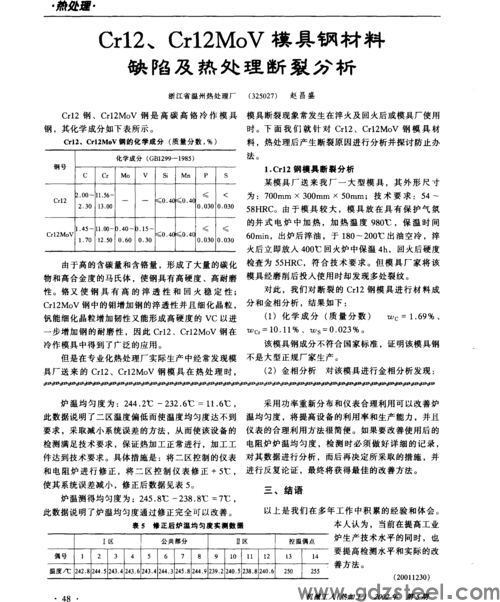
碳C:1.45~1.70硅Si:≤0.40锰Mn:≤0.40硫S:≤0.030磷P:≤0.030
铬Cr:11.00~12.50镍Ni:允许残余含量≤0.25铜Cu:允许残余含量≤0.30钒V:0.15~0.30钼
Mo:0.40~0.60
退火,255~207HB,压痕直径3.8~4.2mm;淬火,≥58HRC
Cr12MoV模具钢淬透性、淬火回火后的硬度、强度、韧性比CR12高,直径为300~400mm以下的工作可完全淬透,淬火变形小,但高温塑性较差。Cr12MoV多用于制造截面较大、形状复杂、工作负荷较重的合种模具和工具。
1)淬火,950~1000℃油冷;2)淬火1020℃,200℃回火
Crl2MoV钢经深冷处理,深冷处理可使淬火马氏体析出高度弥散的超微细碳化物,随后进行200℃低温回火后,
这些超微细碳化物可转变为碳化物。未经深冷处理的马氏体,在低温周火后,仅在某些局部区域析出有少量的碳化物。Crl2MoV采用低温化学热处理方法,
在保持Crl2MoV钢高硬度和高耐磨性的基础上,离子渗氮、气体氮碳共渗、盐浴硫氰共渗种常用的低温化学热处理渗层的粘着抗力。3种低温化学热处理渗层均有显若的抗冲击粘着作用,
其中尤以盐浴硫氰共渗更佳。Crl2MoV钢制不锈钢器皿拉伸模经气体氮碳共渗处理后,使用寿命达3万件以上,
较常规淬火、回火处理的同类模具寿命提高10倍以上。
为提高模具寿命达到80万模次以上,可对预硬钢实施淬火加低温回火的加硬方式来实现。淬火时先在500-600℃预热2-4小时,然后在850-880℃保温一定时间(至少2小时),放入油中冷却至50-100℃出油空冷,淬火后硬度可达50-52HRC,为防止开裂应立即进行200℃低温回火处理,回火后,硬度可保持48HRC以上
Cr12MoV钢是高碳高铬莱氏体钢,含碳量比Cr12钢低。该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
其热处理制度为
钢棒与锻件960度空冷+700~720度回火,空冷。
更终热处理工艺,由于较多,可以给你提供一组典型的工艺:
**次预热:300~500℃,第二次预热840~860℃;淬火温度:1020~1040℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
经过以上淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:
加热温度400~425℃,得到HRC=57~59。
回火处理不当,线切割就易开裂,另外磨削时也会开裂。
硬度要求在60HRC的凸模,保证其使用硬度的情况下,热处理淬火后尽量提高回火温度≥200度,Crl2MoV钢在300~375度的回火脆性区必须避开,回火2-3次,每次2-4h使残余内应力尽量减少。然后再慢丝加工成形后再进行180-200度低温回火,保温2~3h。
如果硬度值要求不高时,可采用550度2次回火加180度一次回火
化学成份:
碳C:1.45~1.70硅Si:≤0.40锰Mn:≤0.40硫S:≤0.030磷P:≤0.030铬
Cr:11.00~12.50镍Ni:允许残余含量≤0.25铜Cu:允许残余含量≤0.30钒V:0.15~0.30钼
Mo:0.40~0.60[2]
力学性能:
硬度:退火,255~207HB,压痕直径3.8~4.2mm;淬火,≥58HRC
Cr12MoV用途
Cr12MoV模具钢淬透性、淬火回火后的硬度、强度、韧性比CR12高,直径为300~400mm以下的工作可完全淬透,淬火变形小,但高温塑性较差。Cr12MoV多用于制造截面较大、形状复杂、工作负荷较重的合种模具和工具。
化学成份:
碳C:1.45~1.70
硅Si:≤0.40
锰Mn:≤0.40
硫S:≤0.030
磷P:≤0.030
铬Cr:11.00~12.50
镍Ni:允许残余含量≤0.25
铜Cu:允许残余含量≤0.30
钒V:0.15~0.30
钼Mo:0.40~0.60
力学性能:
硬度:退火,255~207HB,压痕直径3.8~4.2mm;淬火,≥58HRC
Cr12MoV用途
Cr12MoV模具钢淬透性、淬火回火后的硬度、强度、韧性比CR12高,直径为300~400mm以下的工作可完全淬透,淬火变形小,但高温塑性较差。Cr12MoV多用于制造截面较大、形状复杂、工作负荷较重的合种模具和工具。
cr12mov热处理之后机械尺寸缩小是什么原因?
热处理后表面一般都会有一层氧化层,该氧化层剥落后尺寸肯定变小。
一般情况下,精加工工序更好放在热处理之后进行,这样才能保证尺寸公差、位置公差以及表面精度
Cr12MOV材料深冷处前的更佳淬火工艺
①Cr12MoV分级淬火(减少变形、防止开裂):加热温度采用1020℃,保温后放入260~280℃硝盐炉中分级3~10min,转入温度为Ms-(10~20)℃的硝盐炉中停留5~10min后空冷。或者直接淬入160~180℃的硝盐炉中停留5~10 min后空冷。空冷到120℃左右转入回火工序。
②Cr12MoV等温淬火(增加强韧性):加热温度采用1020℃,保温后放入Ms-(10~20)℃的硝盐炉中均温3~10min,转入260~280℃保温2~3h空冷后到120℃左右转入回火工序。
③Cr12MoV钢降温淬火(减少淬火变形):Cr12MoV钢制造的压胶木粉的成型模,形状复杂、尺寸变形要求严格,要求有一定的韧性,但硬度要求一般为45~50HRC。采用1020℃加热淬火,就必须用高温回火,这样变形难以控制。现在某些工厂采用880℃加热后,油冷到150~200℃立即转入300℃等温3~4h,200℃回火。这样处理的模具变形极小,韧性也好,硬度在48HRC左右。缺陷是热处理组织中有少量的屈氏体存在。
④Cr12MoV钢回火温度的选择:淬火加热采用1020~1050℃,要求高硬度可用180~200℃回火;为防止线切割开裂可选用400~420℃回火。因淬火冷却发生变形,采用480℃回火可使尺寸有少量的收缩;采用510℃回火可使尺寸有少量的胀大。
⑤模具的深冷处理:提高耐磨性,增加尺寸稳定性。
把淬火后的模具放人液氮中1~2h进行深冷处理,然后进行回火,也可以在回火后进行深冷处理。Cr12MoV模具经深冷处理后硬度有1~2 HRC的提高。
供参考回楼主 cr12、cr12mo、cr12mov统称为cr12型钢,其传统的淬火方法有两种,及一次硬化淬火法(又称低淬低回法)和二次硬化法淬火(高淬高回)两种,后来我国热处理工作者又开法一种中温回火法,你说的400℃回火,正是这一种。 提醒楼主注意的是:这几种钢虽然为“一族”,但各自的淬火温度各不相同。
请教cr12mov的淬火工艺
回楼主 Cr12、Cr12Mo、Cr12MoV统称为Cr12型钢,其传统的淬火方法有两种,及一次硬化淬火法(又称低淬低回法)和二次硬化法淬火(高淬高回)两种,后来我国热处理工作者又开法一种中温回火法,你说的400℃回火,正是这一种。 提醒楼主注意的是:这几种钢虽然为“一族”,但各自的淬火温度各不相同。回楼主 Cr12、Cr12Mo、Cr12MoV统称为Cr12型钢,其传统的淬火方法有两种,及一次硬化淬火法(又称低淬低回法)和二次硬化法淬火(高淬高回)两种,后来我国热处理工作者又开法一种中温回火法,你说的400℃回火,正是这一种。 提醒楼主注意的是:这几种钢虽然为“一族”,但各自的淬火温度各不相同。
原文链接:优钢网 » cr12mov钢热处理工段设计(cr12mov钢常用两种热处理工艺)






发表评论