
cr12mov钢热处理工艺研究(cr12mov钢常用两种热处理工艺)

Cr12怎样热处理好?
针对Cr12工模具钢中共晶碳化物,碳化物呈网状堆集,碳化物带状堆积集与粗大角状碳化物采用了双重固溶的工艺,即在锻造工序中加一次固溶,转入热处理工序中进行第二次固溶处理。
针对终锻后模具中残存部分共晶碳化物(M7C3+奥氏体)及部分碳化物呈网状堆集或轻度碳化物堆集,我们采用了在终锻后把锻坯放回加热炉中,重新加热到始锻温度进行保温适当时间,一般以不超过15-20min为限,其目的是把在锻造过程降温中沿奥氏体晶界析出的碳化物全部重新溶入奥氏体中,亚稳定的共晶碳化物也可望大部分溶解,并且使其成分均匀化,随后视煅坯的尺寸而定,用喷雾或鼓风较快的速度冷却至450~550℃后,立即放入已经升温至680~750℃的炉中进行等温处理,目的是在固溶后进行快速冷却,如果抑止了降温速度,如慢速降温时碳化物以领先相沿晶界析出,同时,由于不把高温固溶是获得的奥氏体较粗的晶粒遗传下去,极冷产物不允许是不平衡组织,因此冷至450~550℃后立即放入已经升温至680~750℃的炉中进行等温转变,在等温转变后得到成分均匀,碳化物颗粒圆整的略粗珠光体组织。
因为Cr12系钢含碳量高,含铬量高,因此除了国外吹粉末冶炼的方法外基本上都存在带状或其他成份不均的现象,如果能消除这些现象则会对提升材料本身的性能有很大的帮助,
Cr12模具钢为典型的合金工具钢,是应用广泛的冷作模具钢,具有高强度、较好的淬透性和良好的耐磨性,但冲击韧性差。
Cr12是应用广泛的冷作模具钢,具有高强度、较好的淬透性和良好的耐磨性,但冲击韧性差。主要用作承受冲击负荷较小,要求高耐磨的冷冲模及冲头、冷切剪刀、钻套、量规、拉丝模、压印模、搓丝板、拉延模和螺纹滚模等。Cr12淬火温度,Cr12淬火950~1000℃油淬,二次回火550℃,Cr12高温淬火1100-1150℃,低温淬火960-1050℃,回火550-650℃,前者有二次硬化现象,回火不少于2次,每次2h,回火后可空冷或油冷,高温淬火前更好进行2次预热,在高温加热时,需采取保护措施,以防氧化。
,dt104,d3,1.2080,x210cr12,skd1,dc1
1.产品牌号
东特 中国 astm jis din iso
dt104 cr12 d3 skd1 1.2080 x210cr12
2.产品化学成分
元素 c si mn cr
含量 2.10 0.30 0.30 12.0
3.交货状态:退火,269-217hb。
4.产品介绍:cr12钢是一种应用广泛的冷作模具钢,属高碳高铬莱氏体钢。该钢具有较好的淬透性和很高的耐磨性;由于含碳量高,韧性较低,易脆性断裂;多用于制造受冲击负荷较小的要求高耐磨性的冷冲模具、冷剪切刀、搓板、拉丝模、钻套、量规等。
5.物理常数
cr12钢的临界温度:
临界点 acl acm arl arcm ms
温度(近似值)℃ 810 835 755 770 180
6.热处理工艺
项目 加热温度,℃ 冷却方式 硬度
退火 850-870 ≤30℃/h冷却至500℃出炉 ≤269hb
淬火 950-980 油冷 59-63
回火 180-350 空冷 58-62Cr12淬火温度,Cr12淬火950~1000℃油淬,二次回火550℃,Cr12高温淬火1100-1150℃,低温淬火960-1050℃,回火550-650℃。
Cr12模具钢为典型的合金工具钢,国内执行标准为GB/T 1299-2000。
是应用广泛的冷作模具钢,具有高强度、较好的淬透性和良好的耐磨性,但冲击韧性差。主要用作承受冲击负荷较小,要求高耐磨的冷冲模及冲头、冷切剪刀、钻套、量规、拉丝模、压印模、搓丝板、拉延模和螺纹滚模等。
Cr12模具钢属于高碳高铬莱氏体钢,也是应用广泛的冷作模具钢.该钢具有较好的淬透性、耐磨性、热加工性.碳化物在钢中分布较好,可用于制造形状复杂、工作条件繁重下的各种冷作模具.如冷冲模冲头、螺纹滚模、拉丝模、料模、冶金粉模、木工切削工具、冷切剪刀钻套及量规等工具.我们在研制中,经过反复探索和试验,制订了合理的冶炼工艺和特殊的锭模及锻造工艺,使材质组织达到均匀一致,另外对标准物质加工,大胆创新,采用双刀切屑新工艺,极大提高了功效,缩短了周期,降低了成本.cr12,dt104,d3,1.2080,x210cr12,skd1,dc1
1.产品牌号
东特 中国 astm jis din iso
dt104 cr12 d3 skd1 1.2080 x210cr12
2.产品化学成分
元素 c si mn cr
含量 2.10 0.30 0.30 12.0
3.交货状态:退火,269-217hb。
4.产品介绍:cr12钢是一种应用广泛的冷作模具钢,属高碳高铬莱氏体钢。该钢具有较好的淬透性和很高的耐磨性;由于含碳量高,韧性较低,易脆性断裂;多用于制造受冲击负荷较小的要求高耐磨性的冷冲模具、冷剪切刀、搓板、拉丝模、钻套、量规等。
5.物理常数
cr12钢的临界温度:
临界点 acl acm arl arcm ms
温度(近似值)℃ 810 835 755 770 180
6.热处理工艺
项目 加热温度,℃ 冷却方式 硬度
退火 850-870 ≤30℃/h冷却至500℃出炉 ≤269hb
淬火 950-980 油冷 59-63
回火 180-350 空冷 58-62
cr12mov热处理工艺
原发布者:yuchen8855
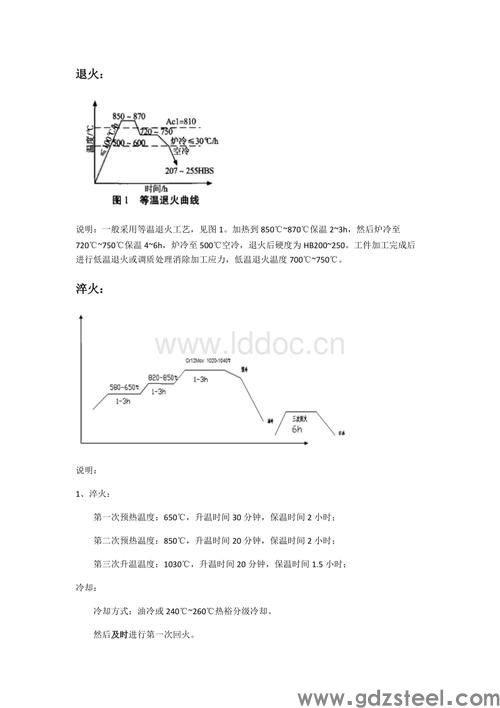
Cr12MoV冷作模热处理工艺及注意事项热处理工艺图如下图:说明:一、淬火在实际热处理中,**次预热温度:650℃,升温时间30分钟,保温时间2小时第二次预热温度:850℃,升温时间20分钟,保温时间2小时第三次升温温度:1030℃,升温时间20分钟,保温时间1.5小时冷却:冷却方式:油冷。冷却至油温。然后及时进行**次回火二、回火根据所要求的硬度,来确定回火温度。50-55HRC回火温度530℃55-60HRC回火温度520℃>60HRC回火温度<180℃回火后空冷(加风扇)至室温即可。说明:回火一次后,出炉冷却,然后继续回火。重复回火三次,达到要求硬度即可。如不能达到要求的硬度可经讨论后适量微调回火温度及回火次数。保温时间一般为每次回火保温6个小时,可视工件大小来做具体调整。以上热处理过程均在真空热处理炉内进行。三、注意事项:1、具体预热温度,保温时间要根据工件的大小、厚度、形状复杂程度等稍作调整,不宜有过大的跨度。2、装炉前清洁工件各个部位。3、工件上的一些容易变形的型面、内孔应尽量加固、填充或用其它合适的方法做优化。如凹模两侧面在热处理后容易产生变形,应焊接固定板固定,一些螺孔拧入螺丝等。4、工件的摆放要科学合理,工件之间应避开相互大面积的接触,小工件用铁丝相互固定在一起。大工件如不可避免接触,应用特制工具隔离开叠加放置。5、注意炉筐重量的平衡性,如两侧的重量不一致,务必重量更大的Cr12MoV钢是高碳高铬莱氏体钢,含碳量比Cr12钢低。该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
其热处理制度为 钢棒与锻件960度空冷+700~720度回火,空冷。
更终热处理工艺,由于较多,可以给你提供一组典型的工艺:
**次预热:300~500℃,第二次预热840~860℃;淬火温度:1020~1040℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
经过以上淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:
加热温度400~425℃,得到HRC=57~59。
具体详见《材料工程手册》。Cr12MoV钢是高碳高铬莱氏体钢,含碳量比Cr12钢低。该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。cr12mov钢要求硬度58hrc应该是很容易达到的,而你的两种淬回火工艺都应该可以做到才对。现在硬度异常主要原因可能: 1)箱式炉加热保护不良,造成脱碳; 2)材料化学成分不符...... 另,二次硬化处理后再用560℃做qpq,基体硬度应是有一定下降(当然要比一次硬化处理的降得少,下降的幅度与qpq加热时间有关,相对说时间越长硬度下降越多)。应该是锈蚀的速度缓慢,含碳量低,材质比合金结构钢的硬度低。Cr12MoV是不锈钢。欲提高不锈钢的强度应该对其进行热处理,淬火。
原文链接:优钢网 » cr12mov钢热处理工艺研究(cr12mov钢常用两种热处理工艺)



发表评论