
1-3 焊接连接机构

当金属被加热时,由于热膨胀,材料会变长。这种现象是
(1)金属在常温下原子间结合力强,结合牢固。
(2)当对金属加热时,原子间的吸引力逐渐减弱,原子间的距离因减弱的力而增大(这就是金属的热膨胀,结合力因加热而减弱) . 这一点可以看出,即使是在常温下不弯曲的金属棒,受热也很容易弯曲)。
(3)如果继续加热,温度上升到一定温度以上,原子间的吸引力减弱,原子变成液态,可以自由移动。
那么金属通过焊接连接的机制是什么?那是,
(1) 将待接合的两种材料之间的接头加热到液态(这使得每种材料的原子可以自由移动并混合)。
(2)当温度从(1)状态冷却后达到凝固温度时,原子间的吸引力开始恢复。在这个温度状态下,基体金属已经停止熔化的键合面上的原子(这个原子与内部基体材料的原子处于键合状态)与接近的移动原子处于键合状态。
(3)进而,该键合原子成为核,生成混合原子相互吸引的新结晶,得到键合状态。
当试图焊接铜线时,要接合的铜线不会熔化,但可以通过熔化铜线之间在低温下熔化的焊料并将其浇注成液态来接合。这种接合方法称为钎焊(如果固体金属侧的接合面为焊接时的接合面,而熔融的钎料为熔池中的熔融金属,则钎焊的接合机理与焊接相同。)。
压焊时如图3-1所示,将被接合材料的表面重叠加热,将各材料加热到容易变形的温度状态时,施加强大的力。其结果是,因氧化而失去结合强度的接合面材料被挤出到接合部周围,内部的活性原子出现在接合面上。出现在彼此材料表面的活性原子处于高温状态,可以轻松移动,因此可以彼此接近到可以发挥结合力的距离并可以接合。这样的接合方法是压焊法,有通过气体火焰加热钢筋的气体压焊、通过摩擦热使机械部件接触并旋转而接合的摩擦焊等方法。
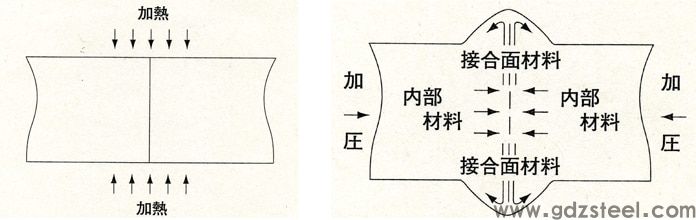
图 3-1 压焊连接机构
使用电阻的点焊对层叠的两块金属板的接合部进行加压和通电,将产生电阻发热的接合部熔化,通过与普通焊接相同的机制(接合面)将它们接合。需要设置压力、电流、和通电时间以产生接触状态,在该接触状态下,获得熔化金属的电阻发热)。图3-2为铝合金板电阻点焊的焊接状态,虽然外观和熔核成型良好,但接头处(尤其是)出现裂纹、气孔等缺陷,电阻点焊铝合金板需要处理接合面,清洁电极**,并适当设置焊接条件)。
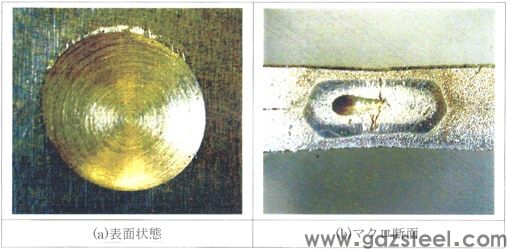
图 3-2 铝合金电阻点焊结果示例
图 3-3 显示了近年来在使用焊接的制造领域受到特别关注的摩擦搅拌焊接 (FSW) 的概要及其焊接结果。这种方法在接合机构方面彻底改变了传统的思维方式,大致如下。
(1) 将图 3-3 (a) 所示的刀尖销用力压在熔接线上,通过产生的摩擦热旋转并加热母材的焊接部分。
(2)通过加热,母材中原子间的结合力减弱,晶格被销钉的旋转力搅动混合,得到接头处的结合力。这样,通过对接、搭接、圆角、点焊等各种接头,“这种焊接方法可以在不熔化母材的情况下进行连接,因此可以焊接几乎没有裂纹和气孔等缺陷(图3-)。图3(b)为FSW焊接状态,其特性得到很好的体现,如结构因搅拌而变成螺旋形,并在旋转方向上有偏差)。
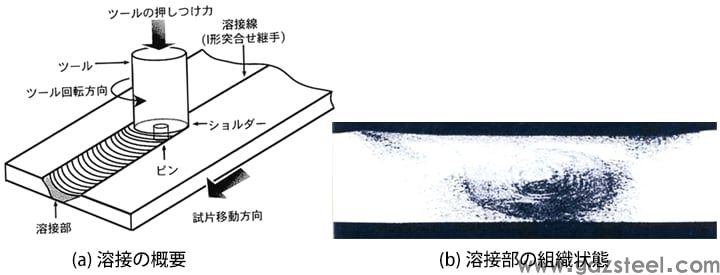
图 3-3 搅拌摩擦焊 (FSW) 的焊接条件
原文链接:优钢网 » 1-3 焊接连接机构





发表评论