
1-4 应变原因及应变消除

焊接产品的尺寸精度差是由于焊接引起的变形(焊接应变)和焊接时的设置不良造成的。
焊接应变产生的机理可以从图 4-1 所示混凝土墙固定的中心金属加热和冷却引起的变化来理解(实际焊接产品的情况是两侧的混凝土墙部分)。是几乎不受热影响的材料部分,而金属部分是焊接部分)。
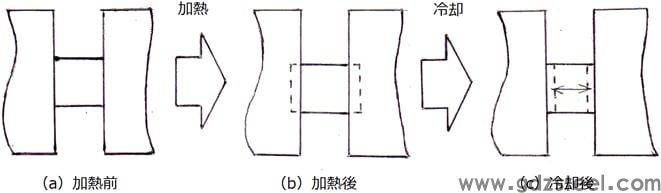
图 4-1 焊接应变产生机理
那是,
(1) 当金属部件在图 4-1 (a) 所示的状态下被加热时,被加热的金属原子之间的键合力减弱,原子间的距离增加了这个量,图 4-1 中的虚线. (B) 显示. 只有部分试图成长。
(2)这部分要拉伸的部分被周围的混凝土墙压紧,压缩到设定的长度(此时,要拉伸的部分在宽度方向变形,变形为啤酒桶状并冷却。在同时,宽度方向的变形被消除,恢复到没有任何变化的状态,不应发生应变,但在加热和高温状态下,原子的结合力较弱,排列状态原子内部发生变化。几乎保持原始状态)。
(3) 停止加热冷却时,只有图4-1(c)中因加热而应拉伸的虚线部分试图收缩,但它被两侧的壁固定和拉伸。不会发生变形,会处于存在状态
(4)已经冷却并恢复其结合力的材料产生使拉伸部分返回的力,当该返回力超过周围基材的结合力时,就表现为变形(变形)。不发生,它作为残余应力保留在材料中)。
在周围母材的结合力大的长度方向(垂直变形)或宽度方向(水平变形)上,不易发生焊接变形,在外边时会发生角变形或弯曲变形。约束力不作用的平面方向... 另外,在周围的基材容易变形的软质材料和薄板材料中会发生屈曲变形。这样,在焊接组件中,由于焊接而产生的变形和应力是不可避免的(图 4-2 显示了这些约束状态与应变产生之间的关系)。
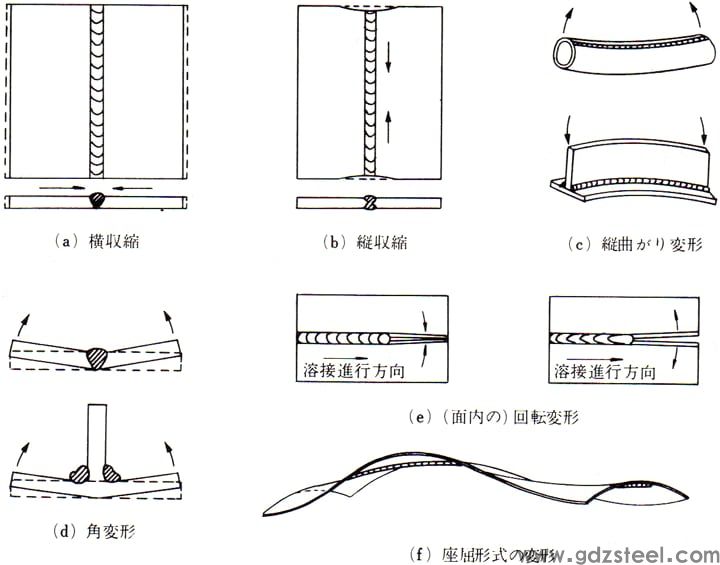
图 4-2 焊接应变产生模式
如上一节所示,在焊接组件中,由于焊接而产生的应变(变形)和应力是不可避免的,因此需要消除应变产生的应变。
应变消除工作,(1) 用压力机矫正整个产品的形状,(2) 用锤子敲击收缩部分以拉伸和矫正,以及 (3) 加热和淬火拉伸部分(艾灸)。是挤压、收缩、矫正等方法。
但是,从上述焊接应变的产生机理来看,通过在原子间的结合力因加热而减弱的状态下撞击材料,从原子排列状态修正形状,并通过淬火固定形状。 . 预计有效。
另一方面,残余应力的产生是由于(1)在焊接后加工的产品中,由于加工引起的局部应力释放而失去应力平衡,难以通过加工确保尺寸精度. 造成残余应力对强度产生不利影响等问题。因此,对于存在这些现象的焊接产品,需要进行“去应力退火”等热处理。
原文链接:优钢网 » 1-4 应变原因及应变消除



发表评论