
1-5 应变对策和更高的产品精度

因焊接而产生的应变因材料、产品形状、作为构件的加工条件等而异。因此,预防措施也因每种产品而异。因此,在焊接时,如图 5-1 至图 5-4 所示,为了尽可能准确地掌握产品中产生的应变量,然后将应变量的产生抑制到产品允许的量.
(1) 设计一个产生较小应变的接头。
(2) 使用适当的约束夹具并施加反向应变(向与产生应变相反的方向扭曲)。
(3) 我们将设计一个可以使材料的加热状态尽可能均匀的焊接顺序,并采用使应变产生均匀和减少等方法。
此外,针对个别产品的应变产生防止措施和应变消除的基本原则是“始终尽可能准确地掌握和记录在产品或原型制造阶段产生的应变量(更好是分类等)。它进入数据库)“。在接下来要焊接的产品的应变对策和应变消除程序中反映这样的记录集合将导致生产具有较少应变对策的高效产品。

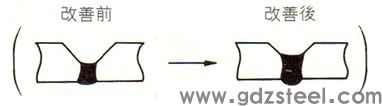
- (1) 在板厚没有差异的情况下改善接头

- (2) 改进为刚性关节

- (3) 改善变形少的接头
图 5-1 通过设计接头来应对应变
- (1) 采用深熔焊法
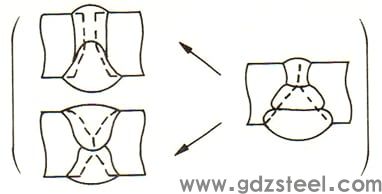
- (2) 使用减少焊接金属量的焊接方法

- (3) 采用窄间隙焊接法
图 5-2 通过设计接头来应对应变
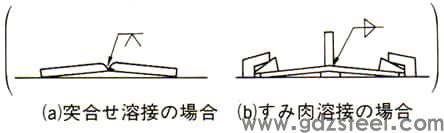
- (1) 角变形的逆应变法
- (2)竖向弯曲变形的反应变法
图 5-3 反向应变引起的应变对策
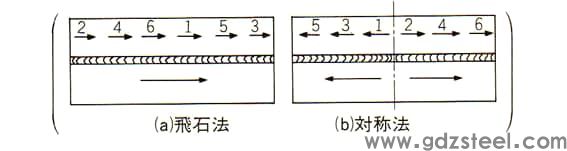
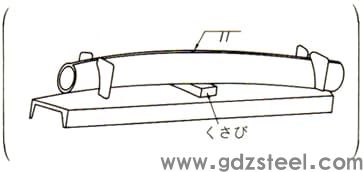
- (1) 直线连续焊接的情况
- (2) 焊接接头配合时

- (3) 全圆焊接的情况下(例:管子)
图 5-4 通过设计焊接顺序来应对应变
为了提高使用焊接的“制造加工品”的精度,除了迄今为止描述的应变对策之外,还可以通过使用更新技术和加工机器来进一步提高精度。一个例子是使用“3D / CAD”和“高精度加工机”的组合的钣金加工,图5-5是要通过这种制造方法制造的产品的一个例子。
传统上,这些产品是通过焊接临时组装单独加工的零件,然后进行主焊接来实现商业化的。使用这些方法,由于临时组装过程中的错误和许多焊接造成的变形,很难保持产品精度。另一方面,在如图所示的钣金加工方法中,尽可能用折弯代替焊接部分,采用如图所示的hozo接头组装焊接部分,精度高,高刚性,可组装,易于制造高精度焊接组装产品。

图 5-5 钣金加工中的高精度制造产品示例 由 Amada Co., Ltd. 提供
作为“钣金制造”提出的方法是使用这种钣金加工方法来制造使用焊接的中厚板。图 5-6 显示了将钣金加工制造方法应用于中板焊接产品的示例,并与传统方法进行了比较。(a)中通过钣金制造制成的产品比(b)中的传统方法具有更少的零件数量和更简单的结构,从而增强了产品的设计性。此外,通过减少焊接部件的数量,(1)产品的制造时间可以显着缩短,(2)产品尺寸精度容易确保,(3)产品强度不依赖于质量您可以清楚地期待诸如减少对焊接部分的检查需求等效果。
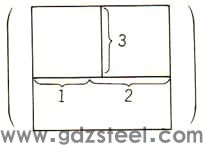
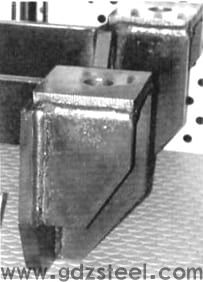
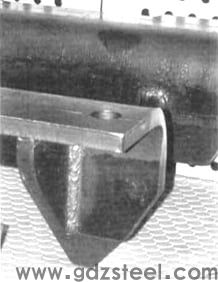
另外,图5-7是利用难以提高组装品精度的型材的“钣金制造法”设计组装接头的例子。如照片所示,通过嵌合组合可实现高精度组装。
- (a) 在传统方法的情况下
- (b) 钣金加工方法的情况
图 5-6 加工方式对中板焊接产品成品状态的影响 由 Amada Co., Ltd. 提供

- (a) 方管垂直组装的情况

- (b) 组装通道材料时
图 5-7 Amada Co., Ltd. 提供的钣金加工制造示例
原文链接:优钢网 » 1-5 应变对策和更高的产品精度



发表评论