
伯努利效应在薄壁塑件空气顶出中的应用

创作者:刘 勇 (兰州市兰石电力能源武器装备工程项目研究所有限责任公司)文章内容已登载在《模具制造》月刊,出版权归原作者全部,转截请标注来源,感谢!
【引言】剖析了航空公司用全透明塑料杯的结构特点,详细介绍薄壁塑件的模具设计、设计方案特性、原材料采用和出模方法,及伯努利效应在薄壁件压缩空气顶出中的运用。经制造业企业认证,该模具设计设计方案有效,彻底达到薄壁杯的结构特征和工艺性能规定,可供从业注入模设计方案和制作的工程项目专业技术人员参照和参考。
关键字:薄壁杯;气体顶出;冲压模具;伯努利效应
1 前言
薄壁塑件具备节省资料和低成本的优势,在一次性餐具等行业运用愈来愈普遍。航空公司厨具薄壁杯为一次性用品,应用PP原材料,壁厚为0.5mm。薄壁杯外表层规定整平光洁、线框清楚、无刮伤、无溶接痕、变 形、内表层不能有模具顶针痕、进胶口规定尽可能小,进胶口部位表层整平,薄壁杯里外表层需做到镜面玻璃光滑度。薄壁杯因为薄壁的缘故,为了更好地控制成本,减少注入周期时间,规定模貝注入周期时间操纵在6s之内,对注塑成型技术性指出了很大程度的挑戰。因而,薄壁杯的注塑成型除开对塑料机明确提出高的规定外,对注入模也明确提出了更好的规定。文中根据薄壁杯注入模详细介绍伯努利效应在压缩空气顶出中的运用。
2 模具技术规定
薄壁杯生产制造大批量极大,规定塑件具备低的成本费。为了更好地减少制品成形周期时间,注入模必须应用热流道系统。因沒有直浇道系统软件制冷時间的限定,塑件成形干固后便可立即顶出。与此同时在挤压模具因其沒有过流道凝料,因此无原材料消耗,塑件经挤压模具成形后即是制成品,不用剪修进胶口及收购生产加工过流道凝料等工艺流程,有益于生产制造自动化技术。
为了更好地融入薄壁杯的生产制造大批量,塑件型腔排位赛为多腔模貝,本副模具选用1出16的型腔排位赛。在薄壁杯注塑模具成形全过程中,塑胶熔体溫度在过流道系统软件里获得**地操纵。塑胶可以更加匀称一致的情况注入各模芯,进而生产制造出质量一致的塑件。此外,热流道系统成形的塑件进胶口质量好,出模后剩余应力低,塑件形变小。因而选用热流道系统注入可以降低废料,提升塑件品质。
因模貝表层的光滑度高,必须选用德国进口模具钢材 S136,热处理工艺 48~52HRC,使模貝具备高精密高效率寿命长的特性,融入快速髙压注入生产制造。
薄壁杯模貝为多腔模具,注塑成型时必须承担快速髙压,为了更好地有效的避免模貝轴力移位,每一个型腔都必须设计方案单独的动定模锁紧构造。对于环形塑件多腔精密机械制造,必须每一个型腔的零件都具备交换性。
薄壁杯模貝规定注入周期时间操纵在6s之内,对动定模的制冷系统明确提出了很高的规定。要求制冷水道设计方案匀称,供气与水道交叠排列,压缩空气在顶出的并且也具备制冷功效。
薄壁杯模貝规定压缩空气顶出,灵活运用供气设计方案,务必考虑到摆脱伯努利效应对薄壁塑件降落的危害。
3 模具设计设计方案
图 1 所显示为一次性航空杯模貝,模具为 1 出 16 多腔模貝,注塑成型周期时间为 6s,选用热流道系统成形。型腔 13 底端设计方案定模镶件 3,有利于排气管和有利于生产加工。在热嘴轴套与定模镶件3中间设计方案了制冷水道和气路。密封圈 9 和密封圈 11 密封性制冷水道以防与供气泄漏。定模侧的气体从定模镶件3和热流道系统板4 中间的气路通入,随后在定模镶件 3 内分为双路,一路顺着热嘴轴套与定模镶件3中间的间隙进到型腔,密封圈 25、密封圈 26 和密封圈27 对定模镶件 3 和型腔 13 开展密封性;此外一路沿定模镶件 3 和型腔13中间的间隙进到型腔,密封圈28对定模镶件3和热流道系统板4中间开展密封性,避免压缩空气泄漏到模外,保证型腔内标准气压。
型芯一部分分成两一部分,铍铜镶件 12 坐落于型芯 15 的顶部,这也是更经典的制定方法。制冷水道从型芯的核心进到后,顺着圆上呈轮辐状8条运水控制回路制冷型芯。密封圈21、密封圈 22 和密封圈 23 对冷却控制回路开展密封性。铍铜镶件12与型芯15中间的间隙也制定了压缩空气里侧控制回路,供气一样沿圆心方位呈轮辐状设计方案8条,与制冷水道分开视角,绕开制冷接水。
临床诊断面的吹气检查由换气杆31担负。临床诊断面开启后压缩空气由通气口29进到,髙压汽体将换气杆31吹 起,气体从其顶端吹气检查口喷出来,沿圆心方位呈轮辐状8条气旋将塑件托举,定模的气流从航空杯底端和接近底端侧边吹出,杯里的气旋与外界气旋密切配合,将塑件完成出模。
进气口座37和进气座41固定不动在定模,阀座38固定不动在动模。压缩空气根据进气口座37和进气座41联接塑料软管进到模貝。阀座 38 沿出模方位挪动,操纵进风口40开闭。
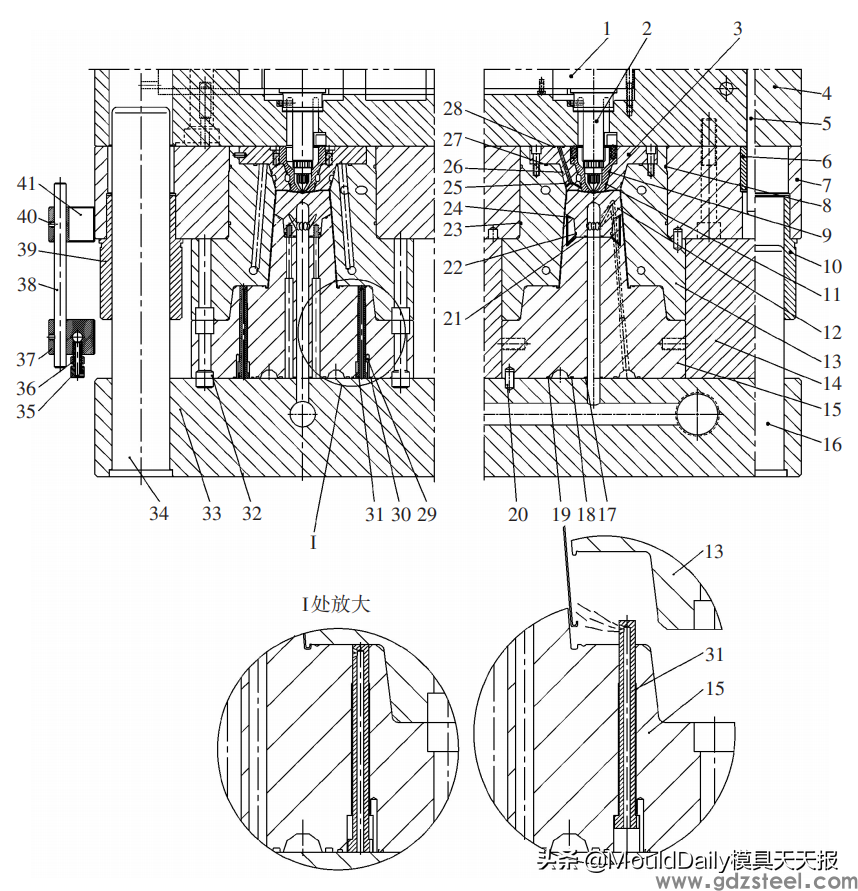
图1 航空杯气动式顶出模貝
1.分离板 2.热嘴 3.定模镶件 4.热流道系统板 5.定位销 6.轴套 7.定模版 8.密封圈 A 9. 密封圈 B 10.导柱 11. 密封圈 C 12.铍铜镶件 13.型腔 14.动模版 15.型芯16.定位销 17.密封圈D 18.密封圈E 19.密封圈F 20.定位销 21.密封圈G 22.密封圈H 23. 密封圈I 24.密封圈J 25.密封圈K 26.密封圈L 27.密封圈M 28.密封圈N 29.通气口 30.密封圈O 31.换气杆 32.地脚螺栓 33.动模座板 34.定位销35.换气栓 36.调整螺帽 37.进气口座 38.阀座 39.导柱 40.进出气孔 41.进气口座
4 伯努利效应
一切一个在打样时有真空泵状况发生的型腔和型芯都应设计方案引气设备。气动式顶出时运用压缩空气在注塑模具上设定气管和细微的顶出出气孔立即将塑件吹出商品上没留顶出印痕适用薄件或长筒形塑件。
压缩空气顶出适用于一切杯型塑件,当压缩空气进到型芯与塑件中间时,有充足的负担将塑件发布型芯。针对薄壁杯型件,塑件因为承受力很有可能会从型芯吹出来后奔向型腔内,危害注塑成型周期时间。应用气体顶出时,务必考虑到伯努利效应。外壁在一定的视角范畴内,假如气体进到型芯的地方设计方案有误,可能产生这类效用。气体顺着型芯与塑件中间排出,在塑件的张口端,在塑件里侧可能产生低电压情况,这将相抵压缩空气增加在塑件上的力。
这类效用产生的不良影响是塑件顶出一段距离后终止,随后飘浮在空气中,不从模芯上落下来,吹气检查口可避免伯努利效应的产生,标准气压和气旋引起的气体流动性可以合理处理这个问题,从定模型腔侧和型芯侧吹气检查是普遍的做法。另一种作法是除开定模型腔侧和型芯侧吹气检查外,在临床诊断面处提升吹气检查,复合型气旋可高效将塑件吹断出模。
5 压缩空气顶出设计方案关键点
压缩空气顶出的制定关键点如下所示:①进到型腔和型芯的气体压力可以调整,通气口规格可调式;②根据出模行程安排测算阀座的运动间距,自动控制系统进风口开闭;③依据注入周期时间的规定,操纵换气時间,一般在1s下列;④型腔和型芯的吹气检查时钟频率要设计方案有效,与此同时可以调整;⑤吹出气孔的地方设计方案要有效,有利于产生托举协力。
除此之外,压缩空气顶出的模貝型腔必须提升加工精度,防止塑胶溢入型腔中间的空隙,压缩空气务必通过净化处理,无水份、油渍和残渣进到气体安全通道。生产制造高級食品类包装材料和医用品的器皿,压缩空气直接接触塑件表层时,在连接前解决气体开展消毒杀菌。
气动式出模常见于大中型、深腔、薄壁或软塑塑件的发布,这类模貝需要在磨具中设定供气和阀门等构造,出模后,压缩空气(通常为 0.5~0.6MPa)根据供气和阀门进到型腔,将塑件摆脱模貝。
薄壁塑件对定模镶件的黏附力及其对动模的缠紧力都非常大,因为真空泵吸咐,这类塑件出模时非常容易留到定模一侧,或是留到哪一侧不确定性。为了确保塑件出模时留到动模,务必在定模侧设定旁通阀构造,出模时开启定模旁通阀,将塑件发布定模。针对深腔类塑件没法运用摆杆发布,设计方案引气设备摆脱真空泵,选用标准气压发布的方法,实际效果显著。
薄壁塑件对注入加工工艺标准十分高,规定快速髙压,务必要应用高速注塑机才可以注入。
6 结语
薄壳成形通常应用性能卓越专用型模貝,此模具务必能经受髙压、快速注入,具备高弯曲刚度、高韧性和**的排气管性、制冷性及优良的顶出特性。依据薄壁深腔塑件的结构特点,根据制定科学合理的制冷控制回路和压缩空气供气,合理地摆脱伯努利效应的不良危害,运用伯努利效应的基本矛盾,使塑件发布全过程稳定,模貝可以快速高效率运作。根据模貝建成投产至今的应用看来,各类指标值彻底做到了模貝款式书的要求。
—The End—
原文链接:优钢网 » 伯努利效应在薄壁塑件空气顶出中的应用






发表评论